









Продукция |
Корпуса модульных окрасочно-сушильных камер из металлических панелей
Данный вид корпуса разработан для их использования в составе модульных окрасочно-сушильных камер классов ЭКОНОМ. МАСТЕР и ПРОФЕССИОНАЛ, но в силу универсальности конструкции возможно его применение и для других целей, связанных с обустройством окрасочных участков, а также при самостоятельной постройке окрасочно-сушильных, окрасочных и сушильных камер.
Функционально модульный корпус окрасочно-сушильной камеры состоит из двух компонентов: зоны окраски и отделения (зоны) сушки, но из составляющих корпуса возможно сформировать также раздельные окрасочные или сушильные кабины различной конфигурации.
Для правильного подбора состава корпуса окрасочно-сушильной камеры необходимо сначала определить следующие параметры:
- длину и состав зоны окраски
- длину и состав отделения сушки
- тип и место расположения проемов
- наличие и состав перегородки
- состав задней стенки
1. Зона окраски
Основная масса промышленно выпускаемых окрасочных кабин с сухой фильтрацией или водяной завесой имеет ширину по фронту кабины равную 3 м, поэтому ширина зоны окраски (и, следовательно, всей камеры) принята равной ширине окрасочной кабины (3 м), а длина зоны окраски определяется в зависимости от габаритных размеров окрашиваемых деталей и их формы. При определении длины зоны окраски необходимо учитывать следующее:
- если окрашиваемая деталь расположена на вращающемся основании (например, малярный стол с вертикальной осью вращения), то минимальное расстояние от окрашиваемой детали до лабиринтного фильтра должно быть не менее 300 мм (во-избежание попадания прямого факела распыляемых ЛКМ на поверхность фильтра). При этом, если деталь имеет вытянутую форму, то необходимо оставить дополнительное пространство для ее вращения во время окраски.
- если окрашиваемая деталь расположена на неподвижном основании (например, подставка, рейлинг и т.п.), то для ее качественной окраски со всех сторон необходимо увеличить расстояние от фильтра до детали, как минимум до 700 мм
- свободное рабочее пространство перед окрашиваемой деталью (для комфортной работы маляра) желательно оставлять не менее 1000 мм (необходимо учитывать также ширину транспортных проходов, служащих для подачи новых изделий в зону окраски и перемещения окрашенных изделий в зону сушки).
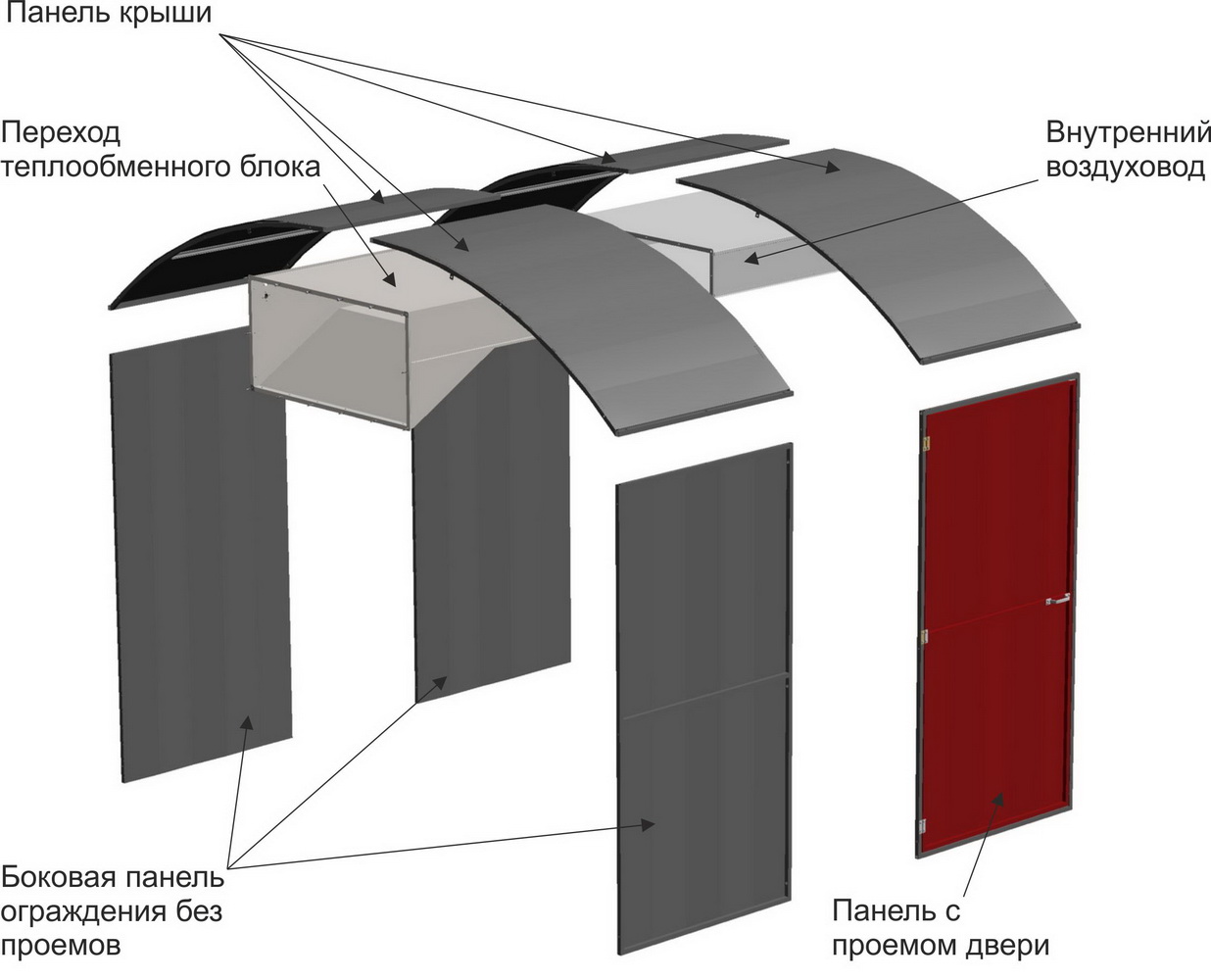
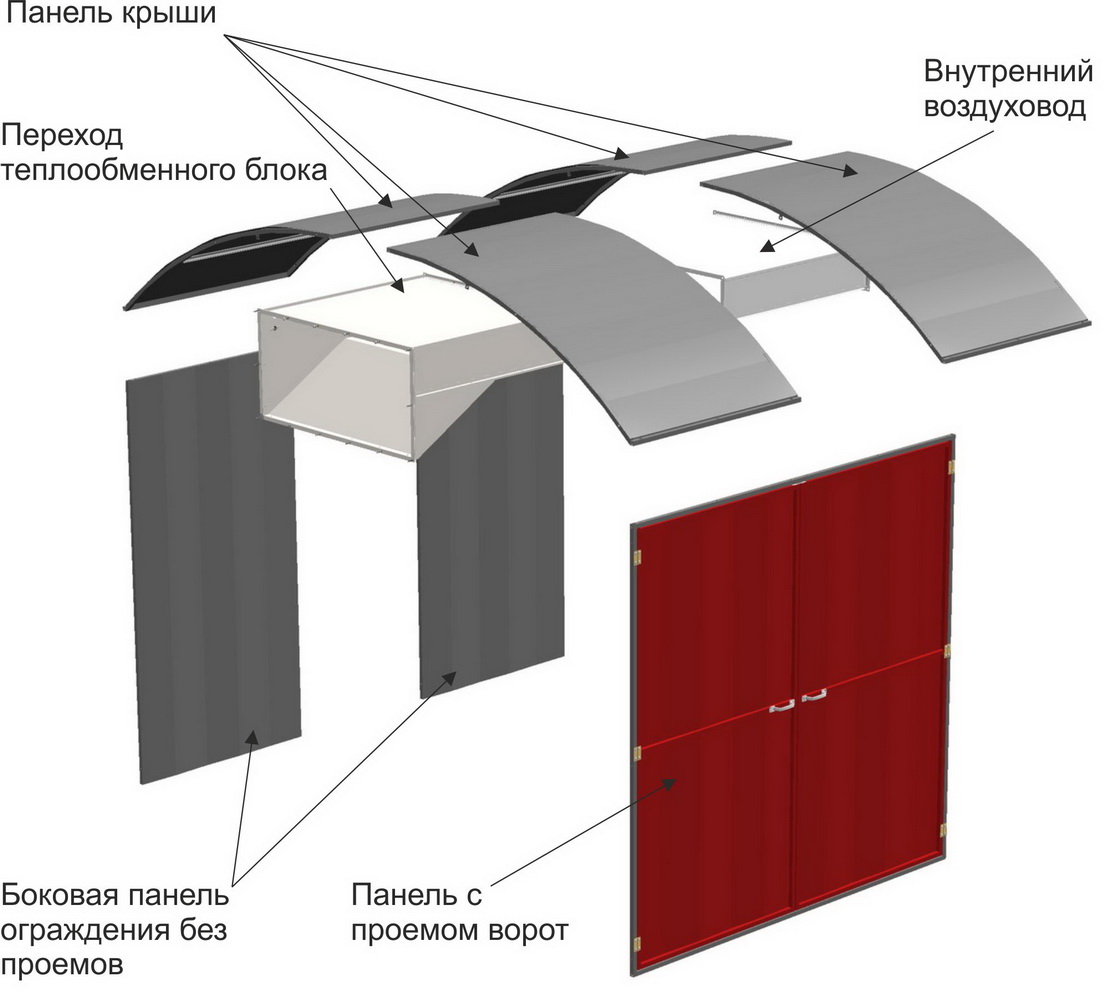
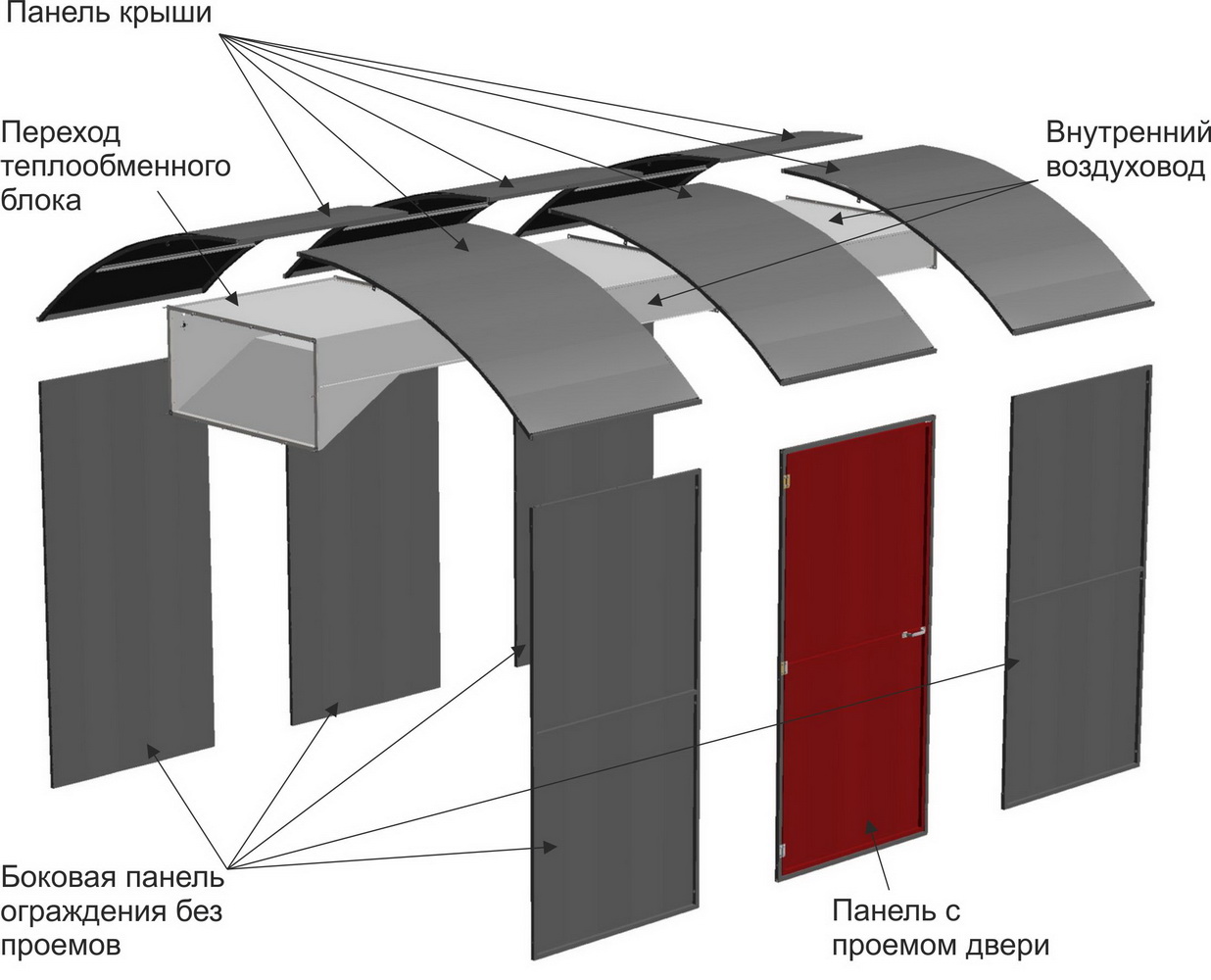
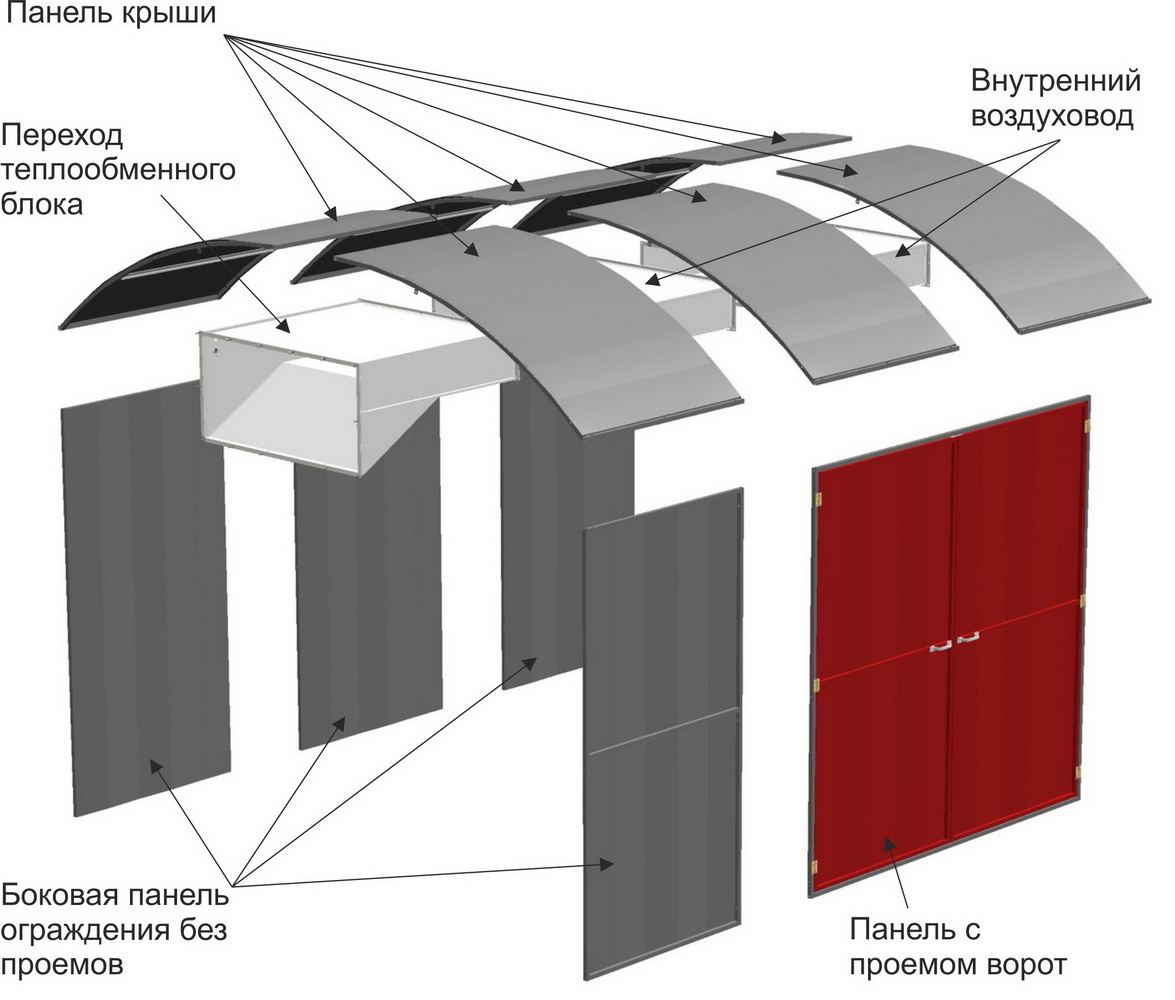
Зона окраски (рабочая зона маляра) формируется из следующих элементов корпуса:
- боковая панель ограждения без проемов
- панель с проемом двери
- панель с проемом ворот
- панель крыши
- переход теплообменного блока
- внутренний воздуховод
Рассмотрим несколько примеров формирования зон окраски различной длины.
| Наименование |
Состав |
Наименование |
Состав |
 ПРИМЕР 1: зона окраски длиной 2 м с сервисной дверью ПРИМЕР 1: зона окраски длиной 2 м с сервисной дверью |
3 боковые панели ограждения без проемов |
 ПРИМЕР 2:
зона окраски длиной 2 м с проемом ворот ПРИМЕР 2:
зона окраски длиной 2 м с проемом ворот |
2 боковые панели ограждения без проемов |
| 1 панель с проемом двери |
1 панель с проемом ворот | ||
| 4 панели крыши |
4 панели крыши | ||
| 1 переход теплообменного блока |
1 переход теплообменного блока | ||
| 1 внутренний воздуховод |
1 внутренний воздуховод | ||
 ПРИМЕР 3:
зона окраски длиной 3 м с сервисной дверью ПРИМЕР 3:
зона окраски длиной 3 м с сервисной дверью |
5 боковых панелей ограждения без проемов |
 ПРИМЕР 4:
зона окраски длиной 3 м с проемом ворот ПРИМЕР 4:
зона окраски длиной 3 м с проемом ворот |
4 боковых панелей ограждения без проемов |
| 1 панель с проемом двери |
1 панель с проемом ворот | ||
| 6 панелей крыши |
6 панелей крыши | ||
| 1 переход теплообменного блока |
1 переход теплообменного блока | ||
| 2 внутренних воздуховода |
2 внутренних воздуховода |
2. Отделение сушки
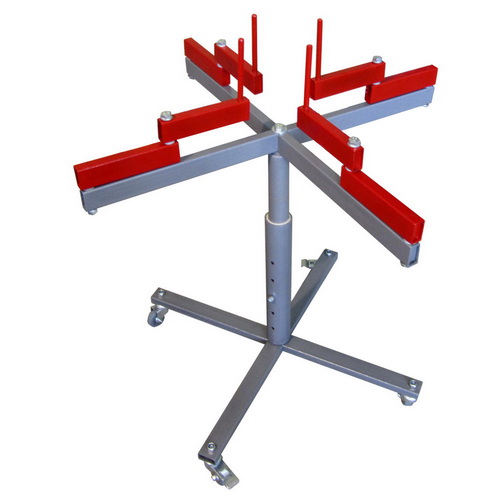
Длину отделения сушки определяют в зависимости от объема размещаемых в ней изделий, габаритных размеров конструкций, на которых эти изделия расположены, а также соотношения времени окраски и сушки. С целью экономии энергоносителей и сокращения общего времени сушки необходимо стремиться к наиболее полному заполнению изделиями всего объема отделения сушки. Для решения этой задачи (особенно в случае сушки плоских изделий - фасадов, дверных полотен, погонажа) хорошо подходят передвижные стеллажи, позволяющие совмещать несколько промежуточных операций, таких как размещение окрашенных изделий в зоне окраски, перемещение их в зону сушки, расположение деталей во время сушки и их дальнейшее перемещение в зоны хранения или последующей обработки.
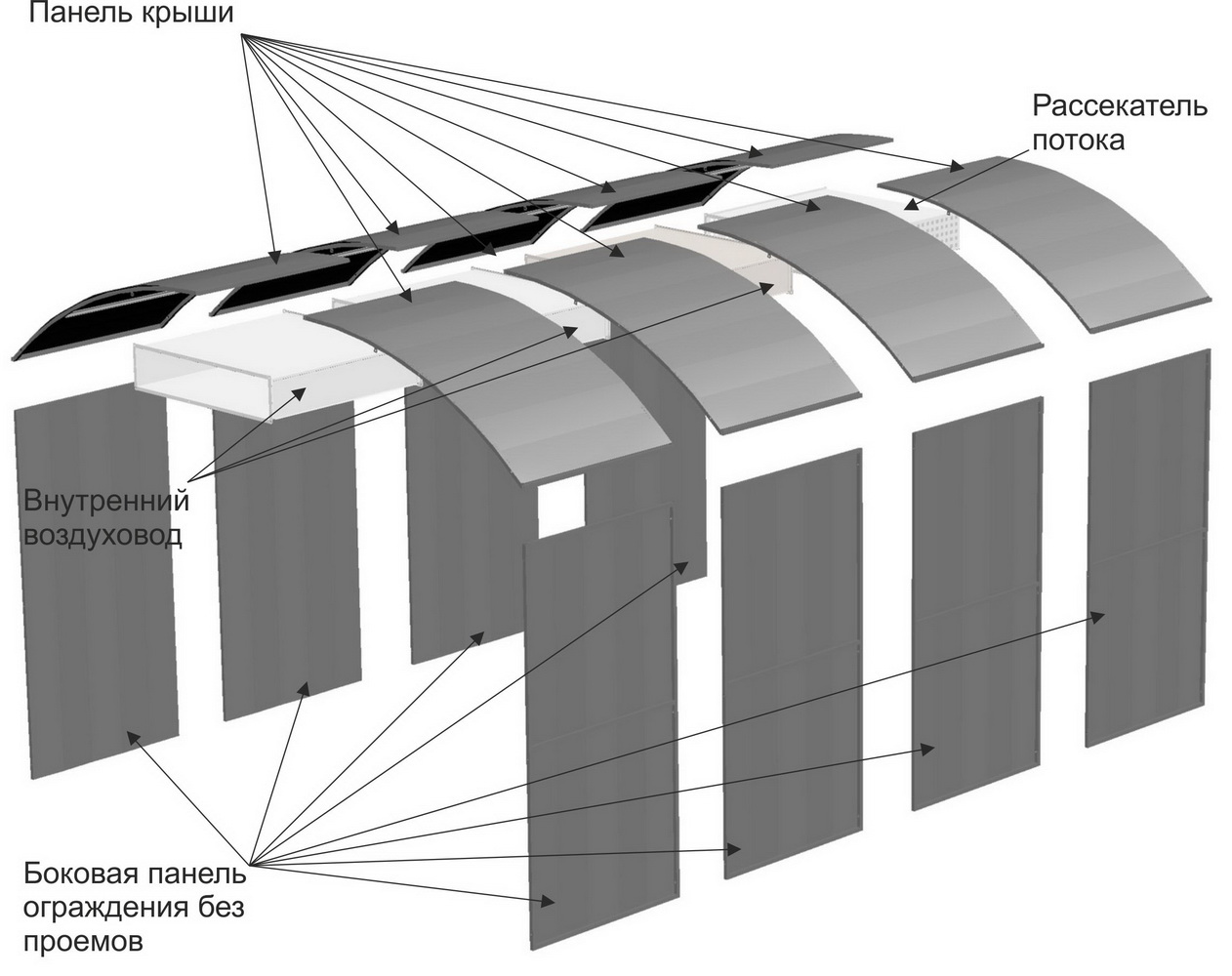
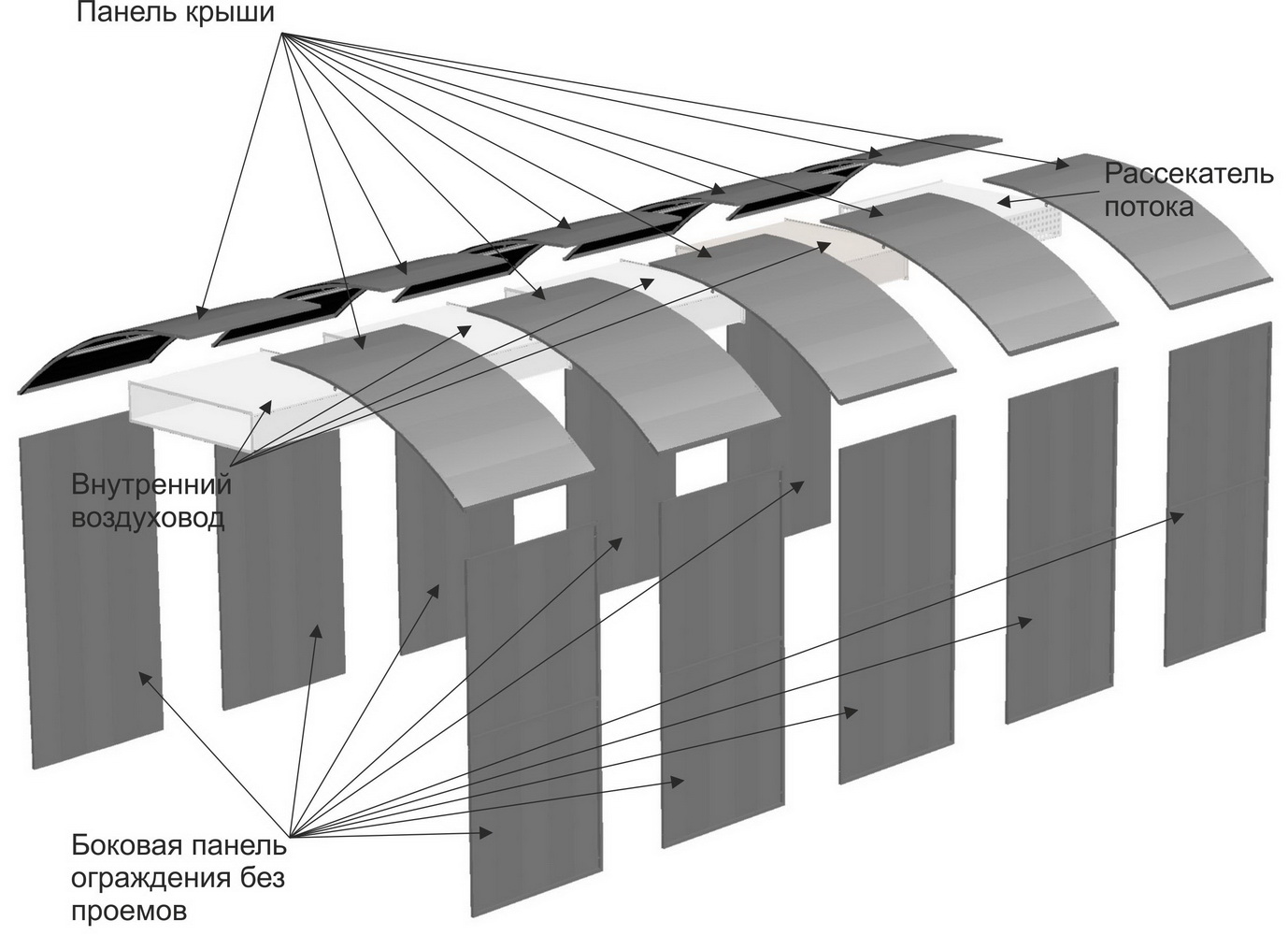
Отделение сушки без потолочного пленума формируется из следующих элементов корпуса:
- боковая панель ограждения без проемов
- панель крыши
- внутренний воздуховод
- рассекатель потока
Рассмотрим несколько примеров формирования отделений сушки без потолочного пленума.
| Наименование |
Состав |
Наименование |
Состав |
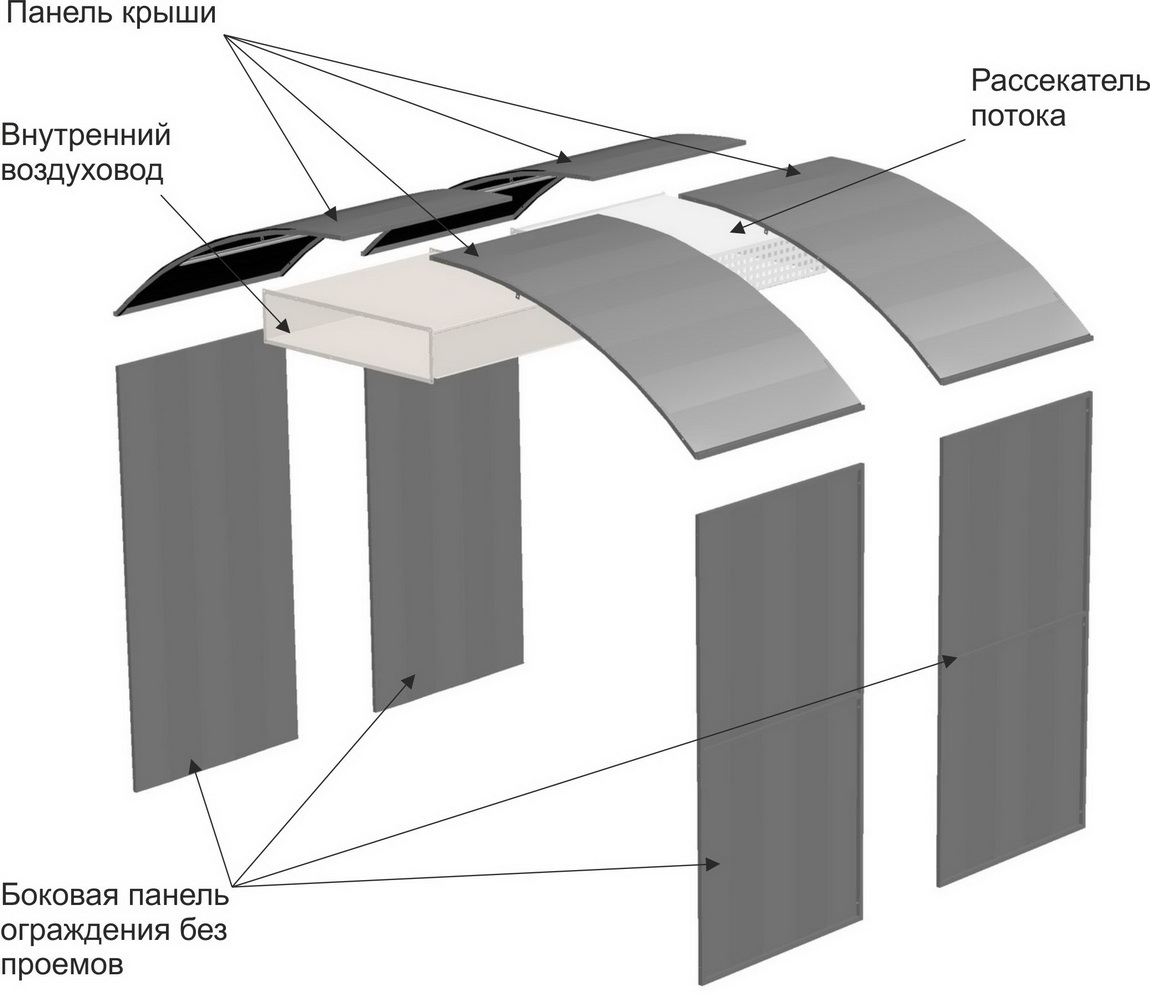 ПРИМЕР 1:
отделение сушки длиной 2 м ПРИМЕР 1:
отделение сушки длиной 2 м |
4 боковых панели ограждения без проемов |
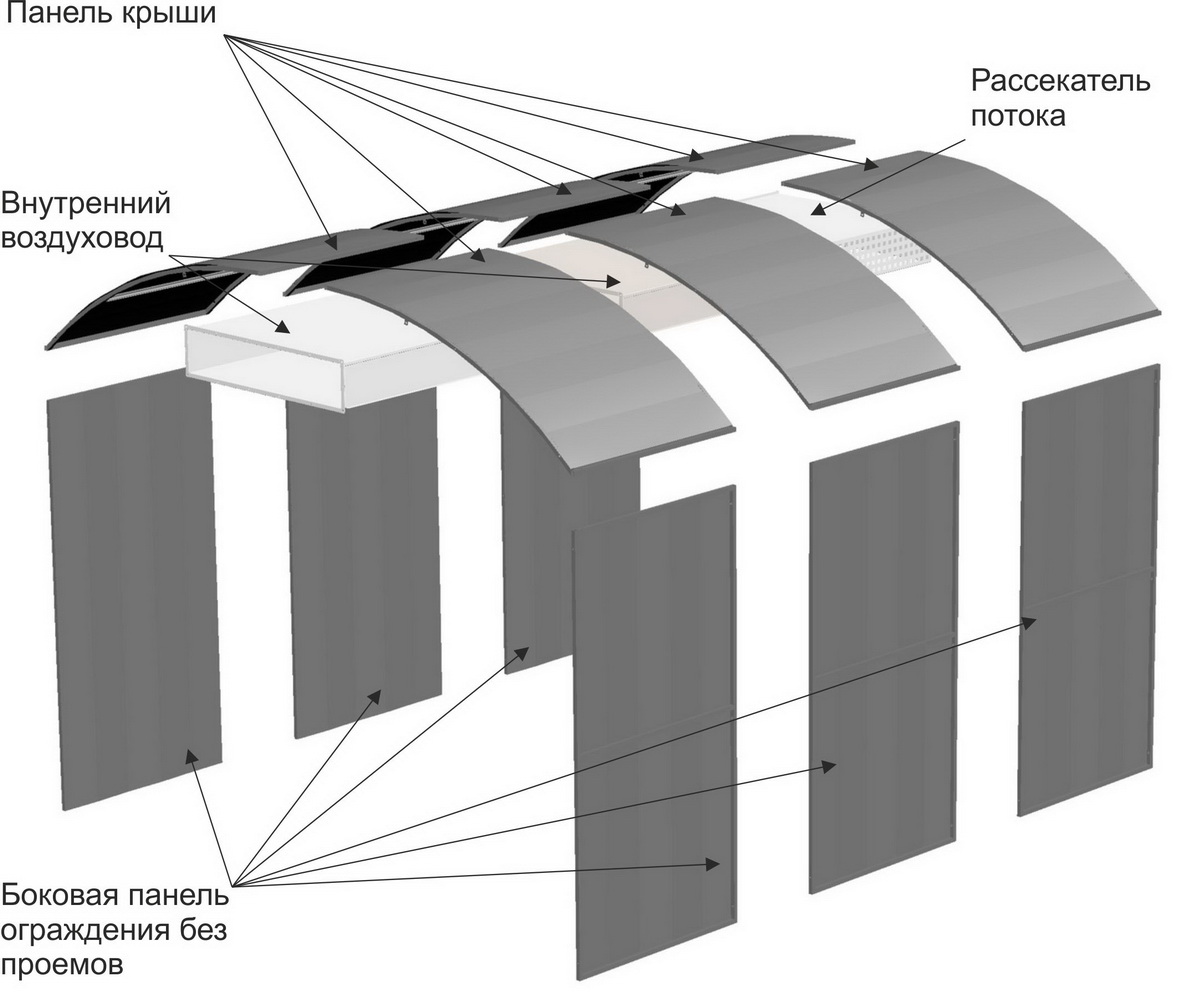 ПРИМЕР 2:
отделение сушки длиной 3 м ПРИМЕР 2:
отделение сушки длиной 3 м |
6 боковых панели ограждения без проемов |
| 4 панели крыши |
6 панелей крыши | ||
| 1 внутренний воздуховод |
2 внутренних воздуховода | ||
| 1 рассекатель потока |
1 рассекатель потока | ||
 ПРИМЕР 3:
отделение сушки длиной 4 м ПРИМЕР 3:
отделение сушки длиной 4 м |
8 боковых панели ограждения без проемов |
 ПРИМЕР 4:
отделение сушки длиной 5 м ПРИМЕР 4:
отделение сушки длиной 5 м |
10 боковых панели ограждения без проемов |
| 8 панелей крыши |
10 панелей крыши | ||
| 3 внутренних воздуховода |
4 внутренних воздуховода | ||
| 1 рассекатель потока |
1 рассекатель потока |
Если в состав корпуса окрасочно-сушильной камеры входит потолочный пленум, в котором устанавливаются фильтры тонкой
очистки воздуха, то его состав определяется исходя из характеристик
фильтров и требований равномерности распределения температуры по объему
отделения сушки.
Максимальная пропускная способность фильтров тонкой очистки составляет
3400 м³/м², следовательно, при производительности приточного вентилятора
равной 8500 м³/ч, площадь потолочных фильтров должна быть не менее 2,5
м². Так как фильтры, входящие в состав одной секции пленума, имеют
площадь 2,7 м², то минимальная длина пленума будет равна длине одной
секции. Однако пленум отделения сушки служит не только для очистки
приточного воздуха, но и участвует в равномерном распределении
воздушного потока (и, как следствие, равномерному распределению
температуры) по сушильному отделению. Исходя из этого длину пленума
с фильтрами тонкой очистки принимают, как правило, равной длине
отделения сушки, хотя это и приводит к удорожанию камеры. Как вариант, с
целью снижения стоимости, возможна замена некоторых рамок фильтров
сплошными фальшпанелями, имеющими те же размеры, что и рамки.
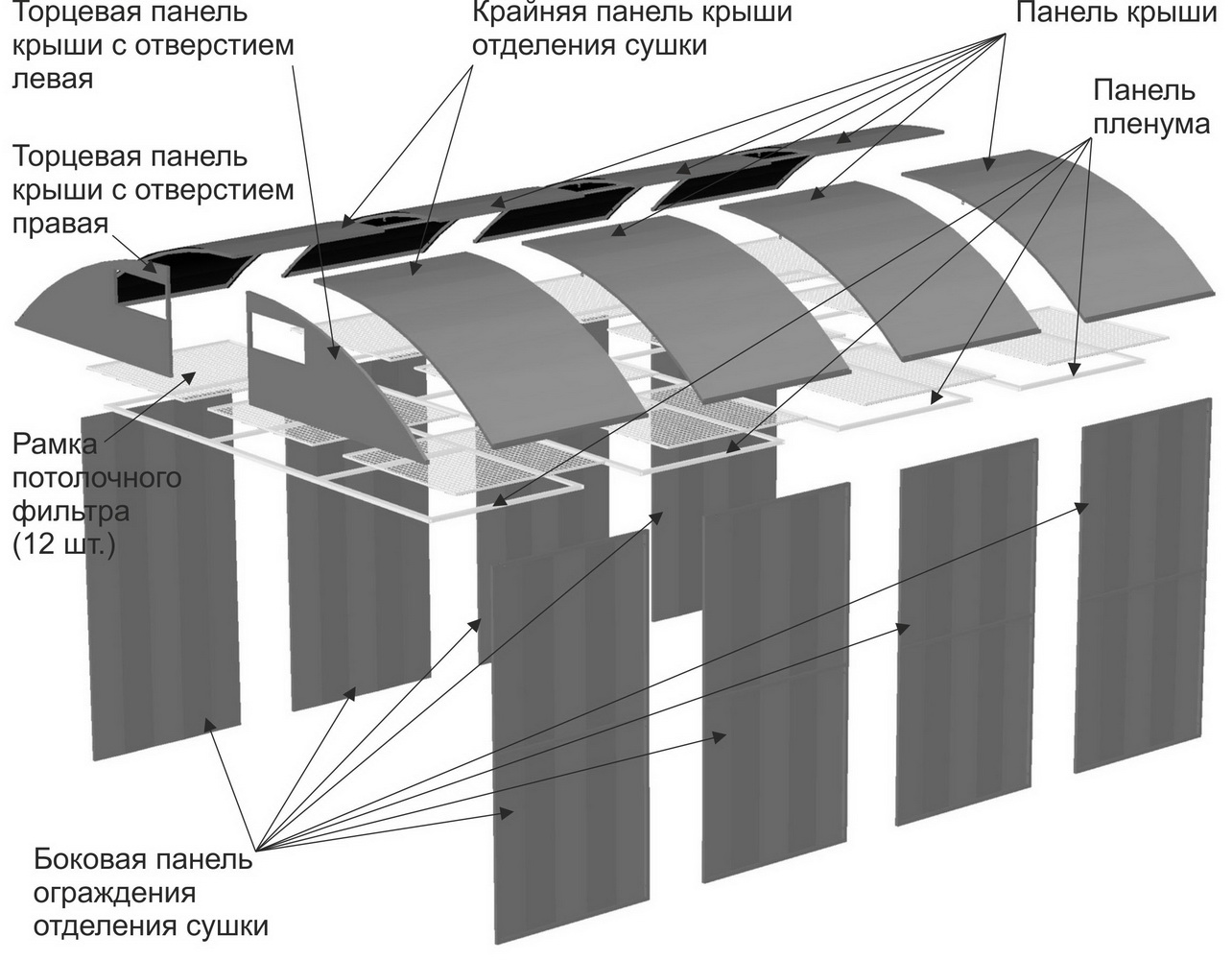
Отделение сушки с потолочным пленумом формируется из следующих элементов корпуса:
- боковая панель ограждения отделения сушки
- панель крыши
- крайняя панель крыши отделения сушки
- торцевая панель крыши с отверстием (правая и левая)
- панель пленума
- рамка потолочного фильтра
- фальшпанель
Рассмотрим несколько примеров формирования отделений сушки с потолочным пленумом.
| Наименование |
Состав |
Наименование |
Состав |
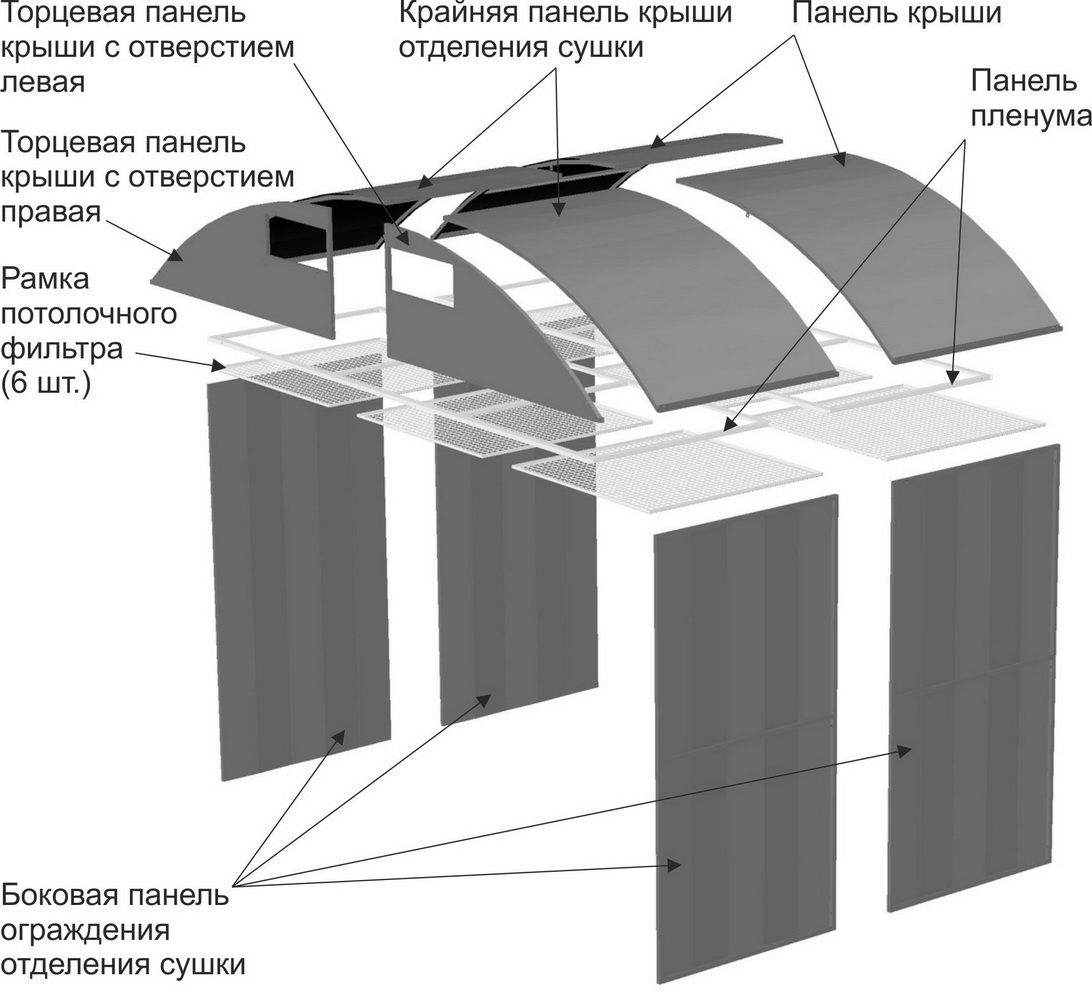 ПРИМЕР 1:
отделение сушки длиной 2 м ПРИМЕР 1:
отделение сушки длиной 2 м |
4 боковых панели ограждения отделения сушки |
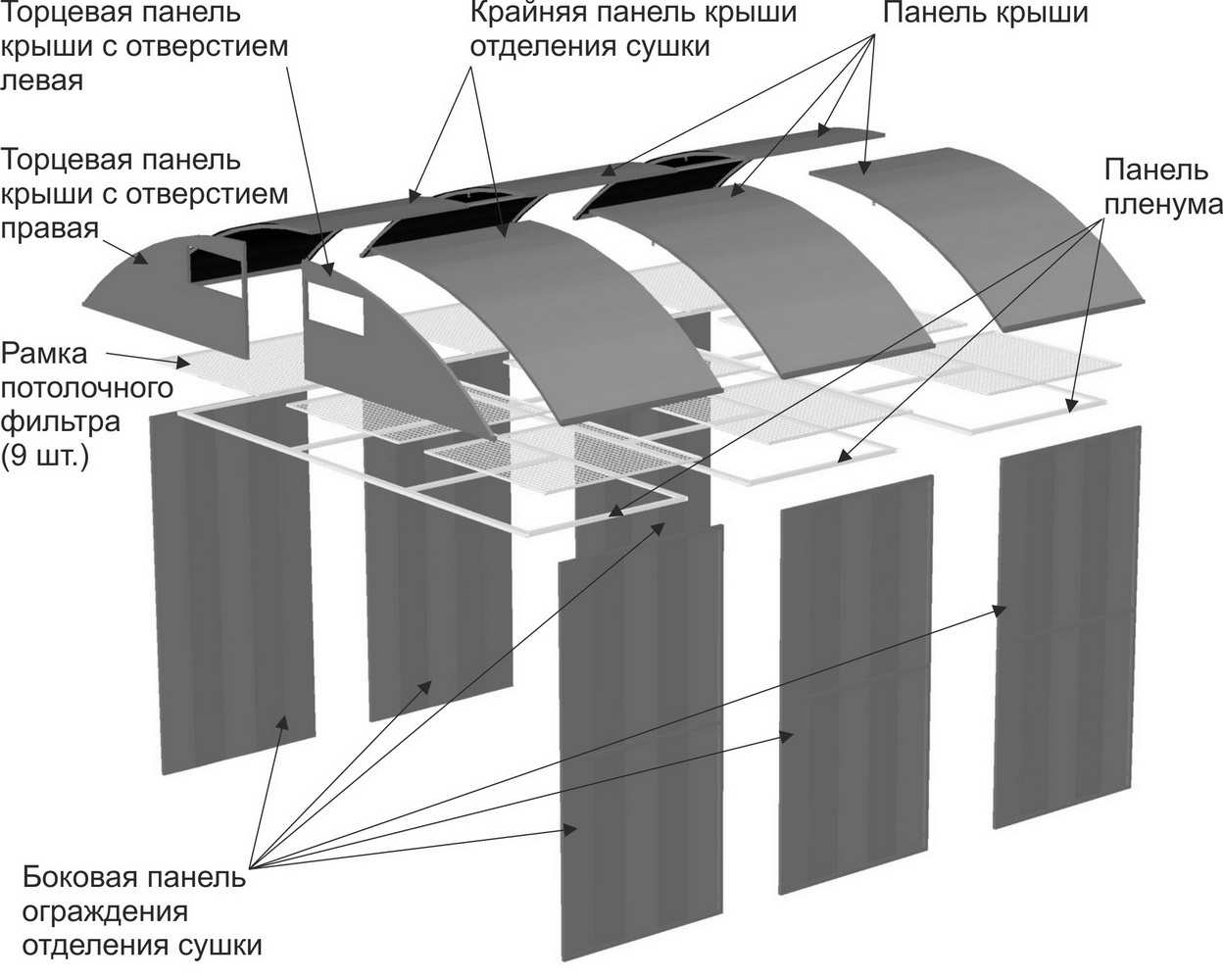 ПРИМЕР 2:
отделение сушки длиной 3 м ПРИМЕР 2:
отделение сушки длиной 3 м |
6 боковых панели ограждения отделения сушки |
| 2 панели крыши |
4 панели крыши | ||
| 2 крайних панели крыши отделения сушки | 2 крайних панели крыши отделения сушки | ||
| 1 торцевая панель крыши с отверстием правая | 1 торцевая панель крыши с отверстием правая | ||
| 1 торцевая панель крыши с отверстием левая | 1 торцевая панель крыши с отверстием левая | ||
| 2 панели пленума | 3 панели пленума | ||
| 6 рамок потолочных фильтров |
9 рамок потолочных фильтров | ||
| фальшпанель - по необходимости (≤ 3 шт.) | фальшпанель - по необходимости (≤ 6 шт.) | ||
 ПРИМЕР 3:
отделение сушки длиной 4 м ПРИМЕР 3:
отделение сушки длиной 4 м |
8 боковых панели ограждения отделения сушки | 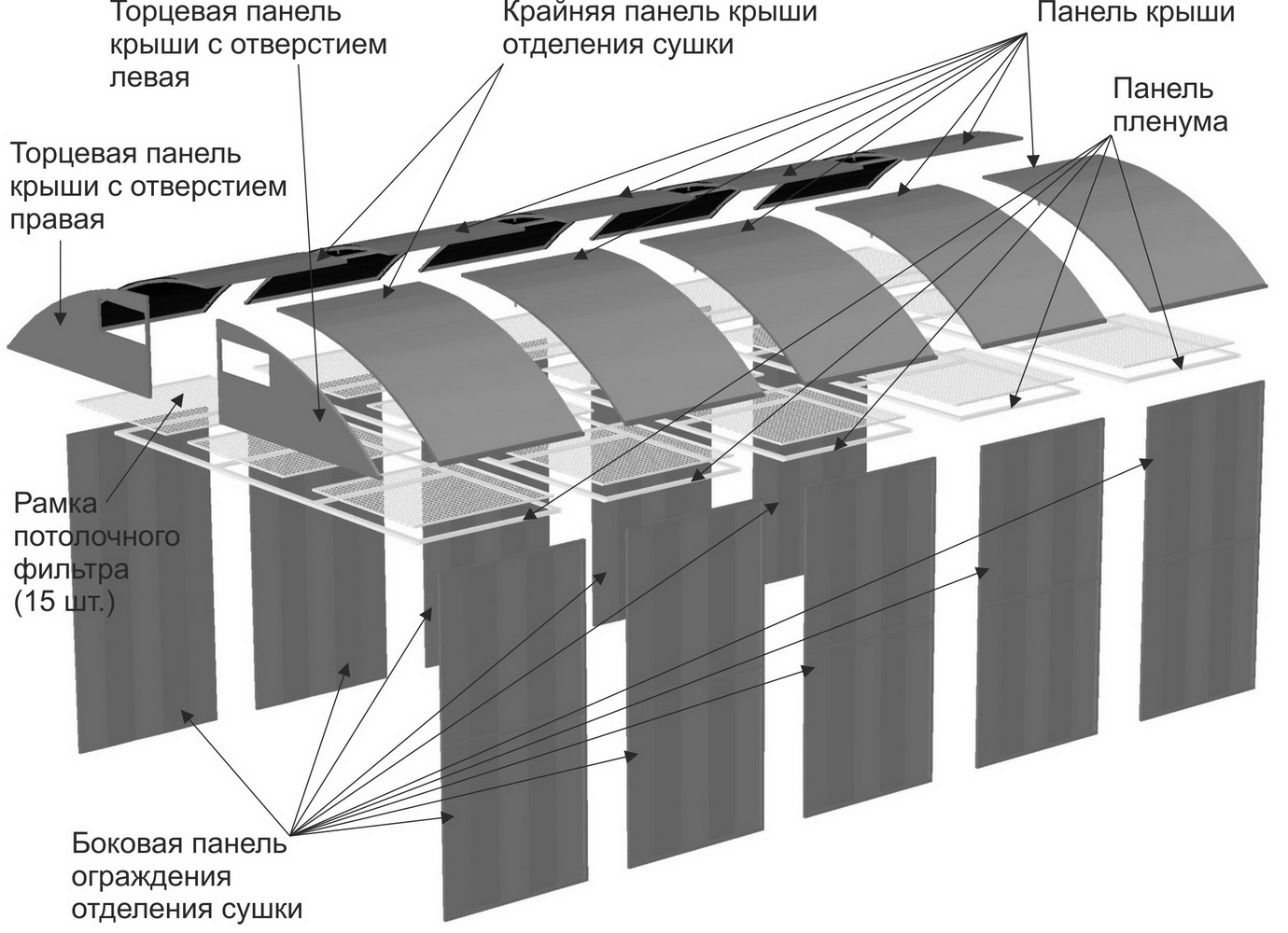 ПРИМЕР 4:
отделение сушки длиной 5 м ПРИМЕР 4:
отделение сушки длиной 5 м |
10 боковых панели ограждения отделения сушки |
| 6 панелей крыши |
8 панелей крыши | ||
| 2 крайних панели крыши отделения сушки | 2 крайних панели крыши отделения сушки | ||
| 1 торцевая панель крыши с отверстием правая | 1 торцевая панель крыши с отверстием правая | ||
| 1 торцевая панель крыши с отверстием левая | 1 торцевая панель крыши с отверстием левая | ||
| 4 панели пленума | 5 панели пленума | ||
| 12 рамок потолочных фильтров | 15 рамок потолочных фильтров | ||
| фальшпанель - по необходимости (≤ 9 шт.) | фальшпанель - по необходимости (≤ 12 шт.) |
3. Тип проема определяют в зависимости от габаритов окрашиваемых изделий и ширины транспортных тележек, на которых эти изделия перемещаются в камеру и обратно. Как правила, для фасадов, погонажа, шкафов и дверных полотен шириной до 800 мм достаточно установить проем с сервисной дверью. Свободная ширина проема составляет 950 мм, что вполне достаточно для перемещения транспортных тележек, стеллажей на колесах или занесения изделий в камеру вручную. В случаях, когда изделия имеют большие габариты или перемещение изделий в камеру происходит под углом к плоскости проема, рекомендуется устанавливать секцию с проемом ворот, одну из створок которых можно использовать в качестве сервисной двери. Нижние пороги дверного проема и проема ворот для удобства пользователей выполнены съемными.
Проемы располагают в боковых стенах рабочей зоны маляра или на торцевой стене камеры (в последнем случае перемещение изделий происходит через отделение сушки). Расположение проемов в стенах отделения сушки неэффективно, так как транспортные проходы занимают большую часть отделения сушки, увеличивается риск повреждения находящихся там изделий и, кроме того, возможно попадание пыли на свежее лакокрасочное покрытие.
4. Перегородка
Установка
перегородки между зонами окраски и сушки целесообразна в случае
раздельных технологических режимов окраски и сушки, например при разных
температурах или длительности этих процессов. В данных случаях на стыке
зон окраски и отделения сушки устанавливают перегородку с проемом двери
или проемом ворот. Для нагрева и подачи воздуха в отделение сушки
используют дополнительную приточно-отопительную установку, причем
используемый в ней тип энергоносителя может отличаться типа
энергоносителя окрасочной кабины с отопительно-вентиляционной
установкой.
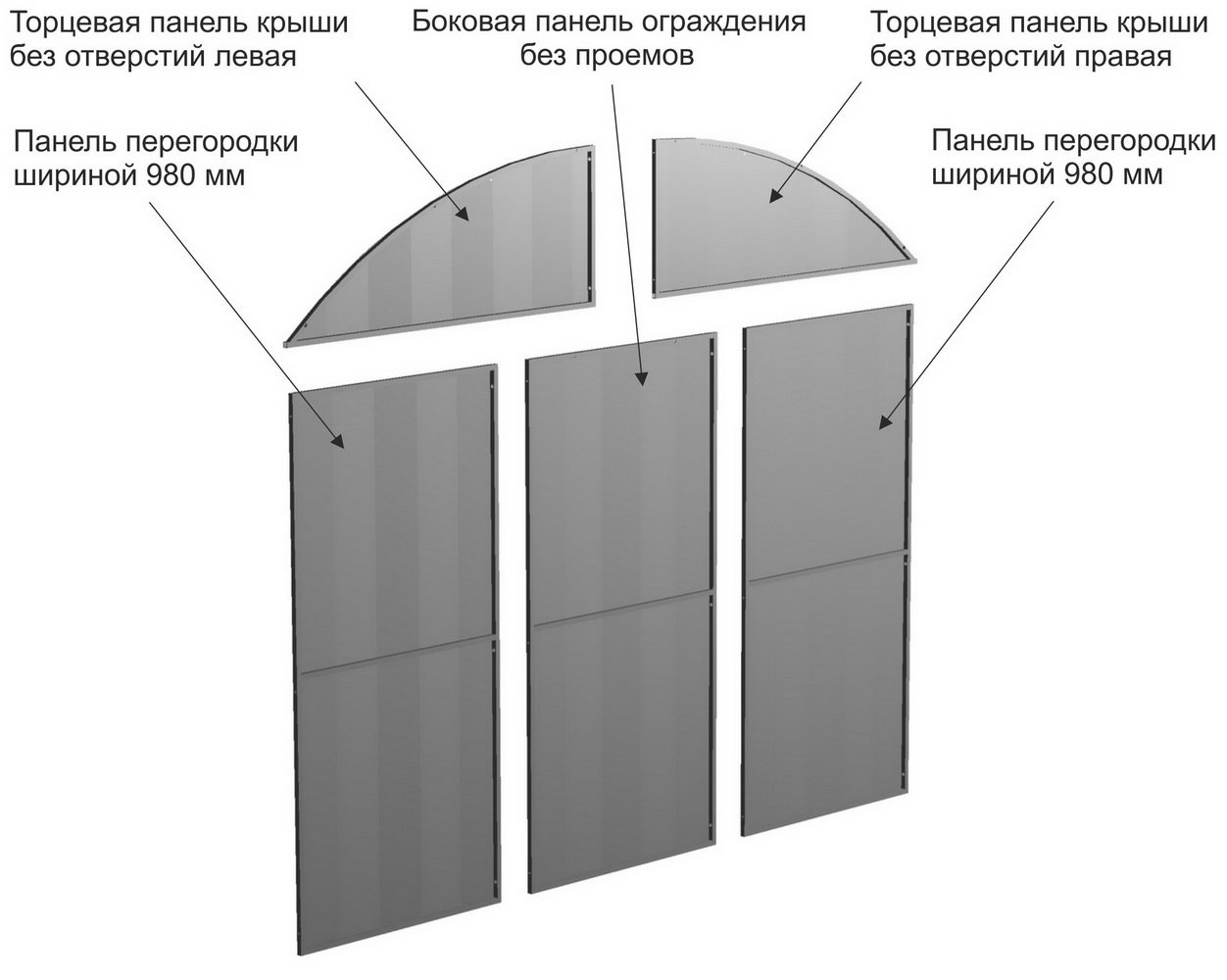
Перегородка формируется из следующих элементов корпуса:
- панель перегородки шириной 480 мм
- панель перегородки шириной 980 мм
- боковая панель ограждения без проемов
- панель с дверным проемом
- панель с проемом ворот
- торцевая панель крыши без отверстия (правая и левая)
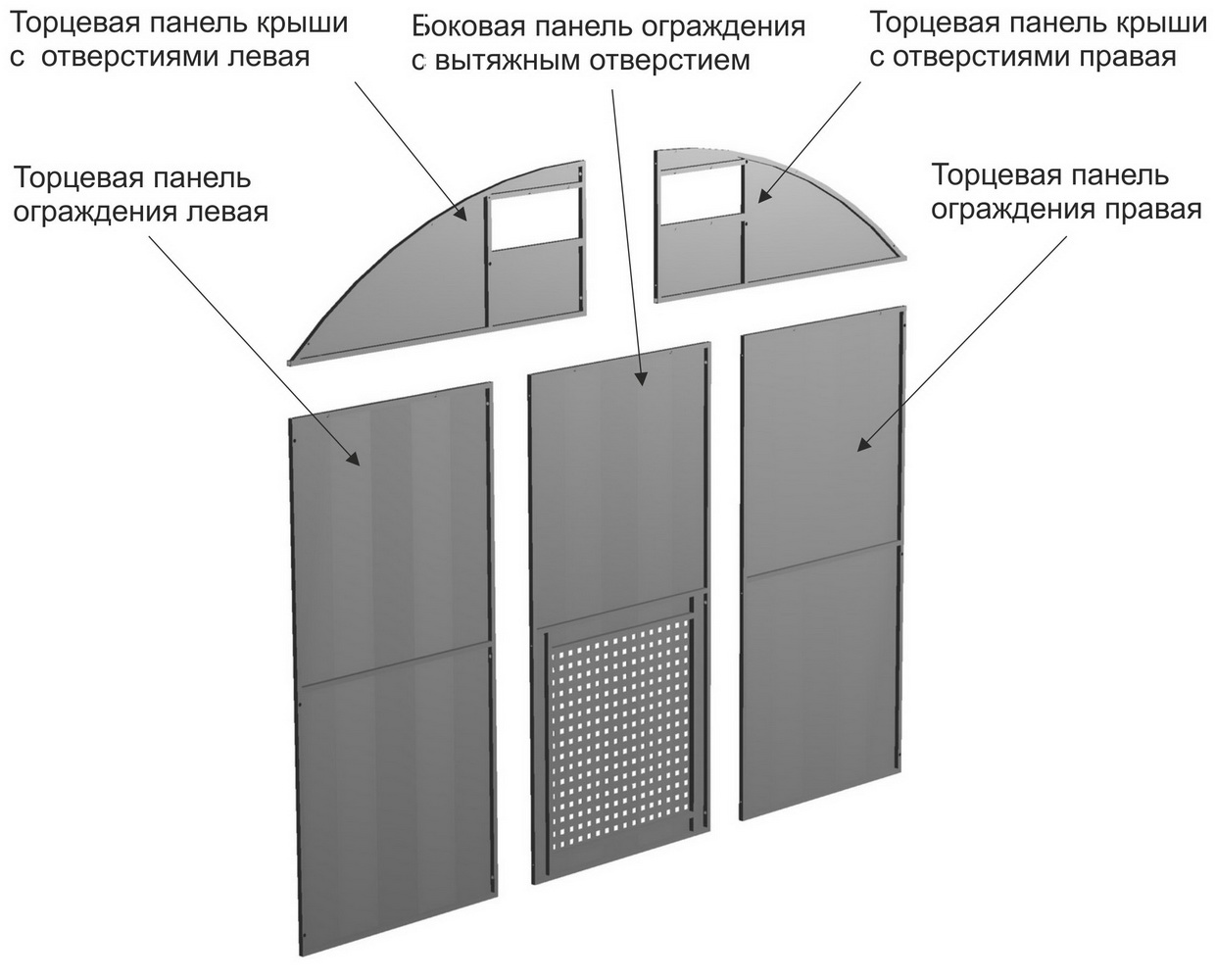
Для осуществления
циркуляции воздуха внутри сушильного отделения необходимо заменить одну
из боковых панелей ограждения на аналогичную панель с вытяжным
отверстием (для присоединения всасывающего воздуховода
приточно-отопительной установки) и вместо торцевых панелей крыши без
отверстий установить аналогичные панели с отверстиями (для присоединения
нагнетающего воздуховода приточно-отопительной установки). Крепления
заменяемых панелей идентичны, поэтому никаких доработок производить не
требуется.
Рассмотрим примеры формирования перегородок.
| Наименование |
Состав |
Наименование |
Состав |
Наименование |
Состав |
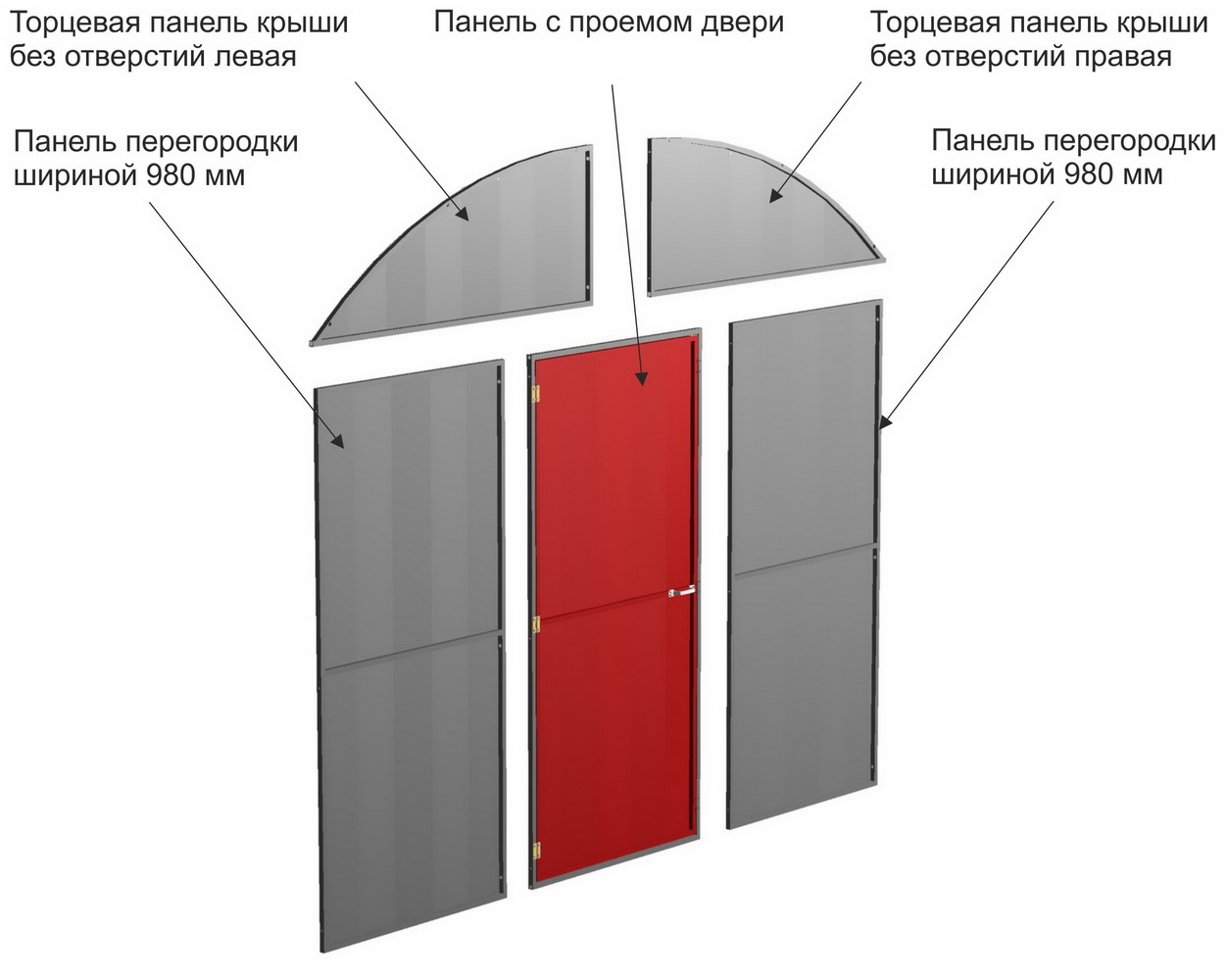 ПРИМЕР 1:
перегородка с проемом двери ПРИМЕР 1:
перегородка с проемом двери |
2 панели перегородки шириной 980 мм |
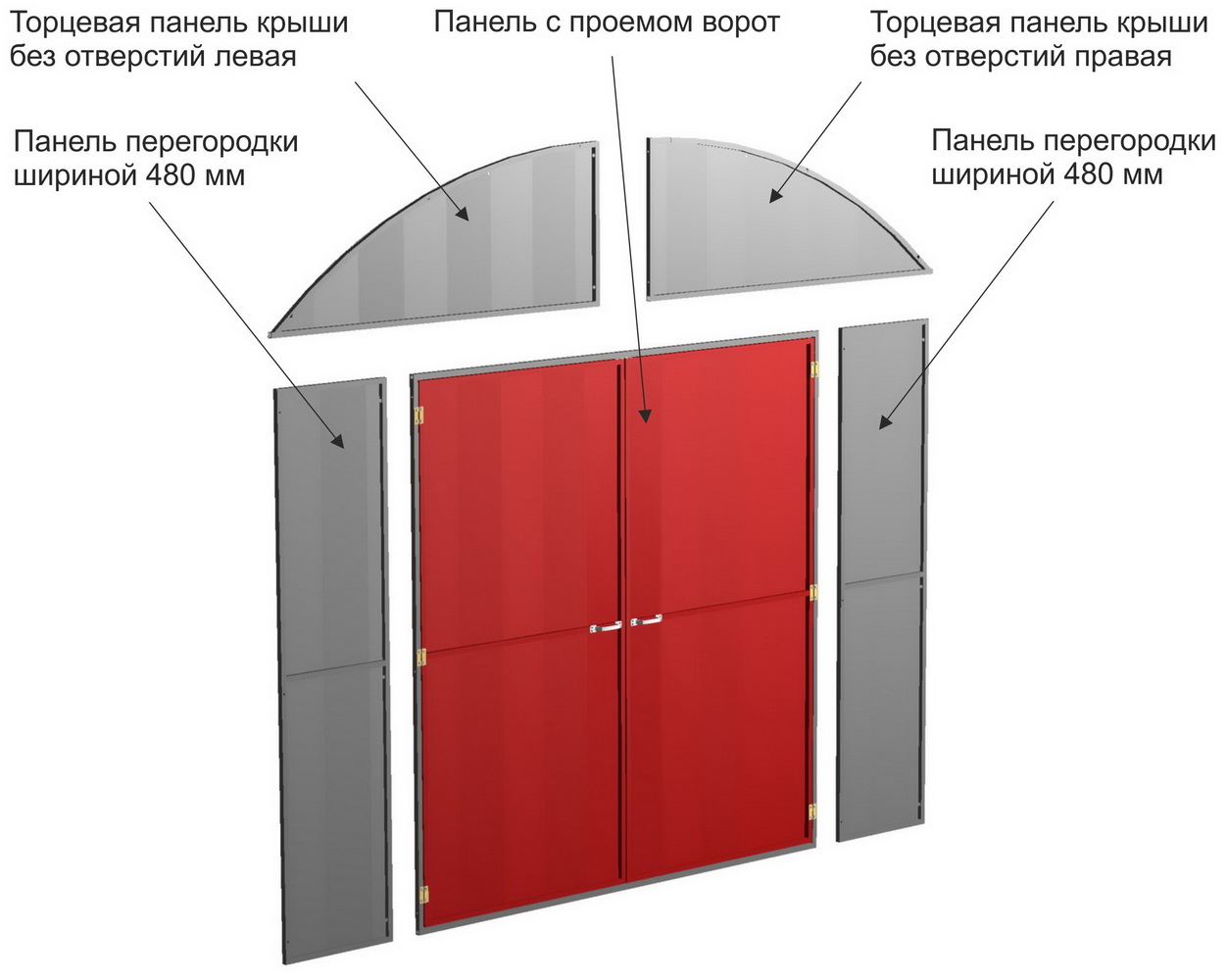 ПРИМЕР 2:
перегородка с проемом ворот ПРИМЕР 2:
перегородка с проемом ворот |
2 панели перегородки шириной 480 мм |
 ПРИМЕР 3:
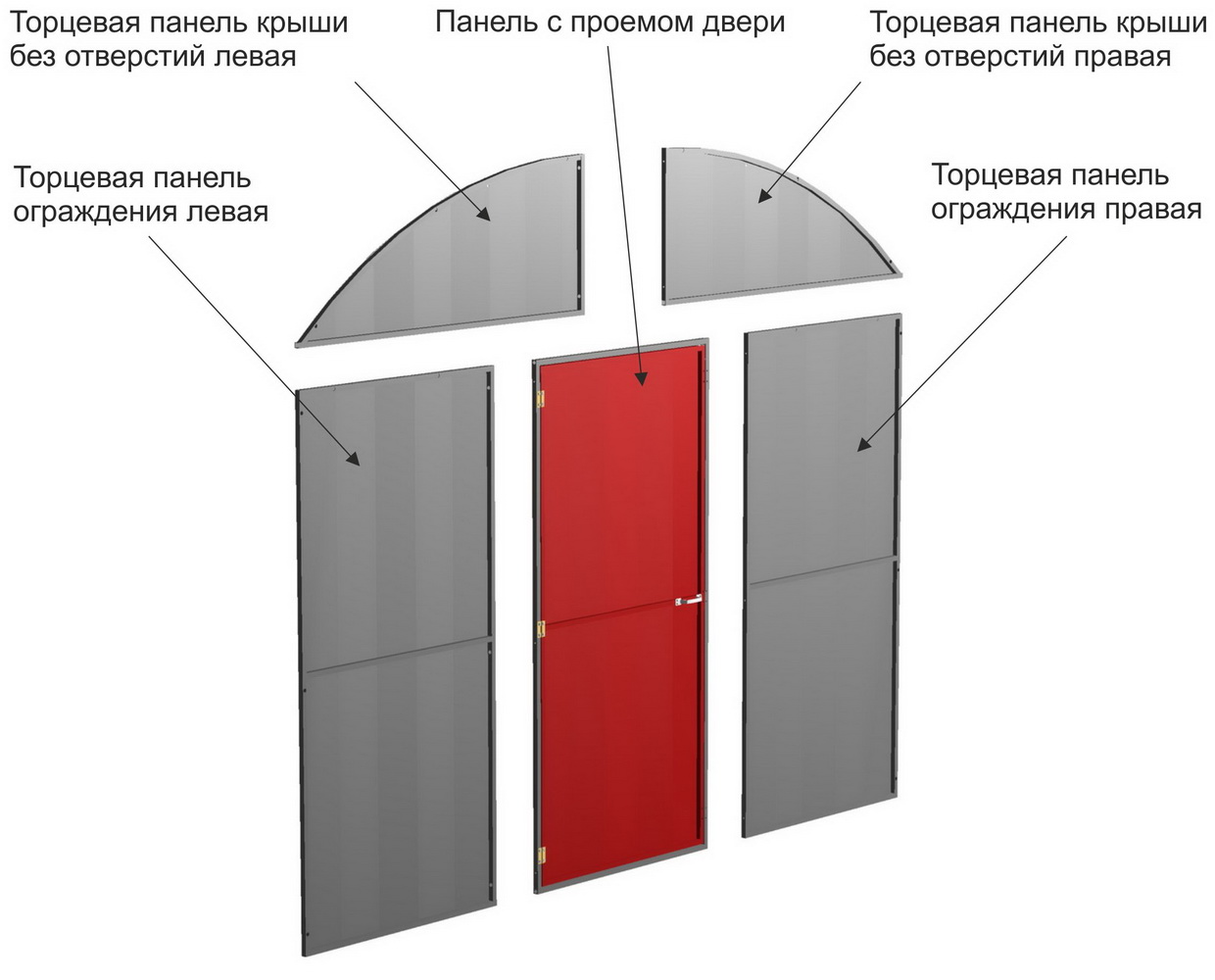
перегородка без проемов ПРИМЕР 3:
перегородка без проемов |
2 панели перегородки шириной 980 мм |
| 1 панель с проемом двери |
1 панель с проемом ворот |
1 боковая панель ограждения без проемов | |||
| 1 торцевая панель крыши без отв. прав. | 1 торцевая панель крыши без отв. прав. |
1 торцевая панель крыши без отв. прав. | |||
| 1 торцевая панель крыши без отв. лев. |
1 торцевая панель крыши без отв. лев. |
1 торцевая панель крыши без отв. лев. |
5. Задняя стенка
Состав задней стенки корпуса окрасочно-сушильной камеры, в зависимости наличия в ней проемов, наличия перегородки между зоной окраски и сушки, а также расположения вытяжного отверстия (в случае использования дополнительной приточно-вентиляционной установки), формируется из следующих элементов:
- торцевая панель ограждения (правая и левая)
- боковая панель ограждения без проемов
- боковая панель ограждения с вытяжным отверстием
- торцевая панель ограждения шириной 500 мм (правая и левая)
- панель с проемом двери
- панель с проемом ворот
- торцевая панель крыши без отверстия (правая и левая)
- торцевая панель крыши с отверстием (правая и левая)
Рассмотрим примеры формирования задних стенок.
| Наименование |
Состав |
Наименование |
Состав |
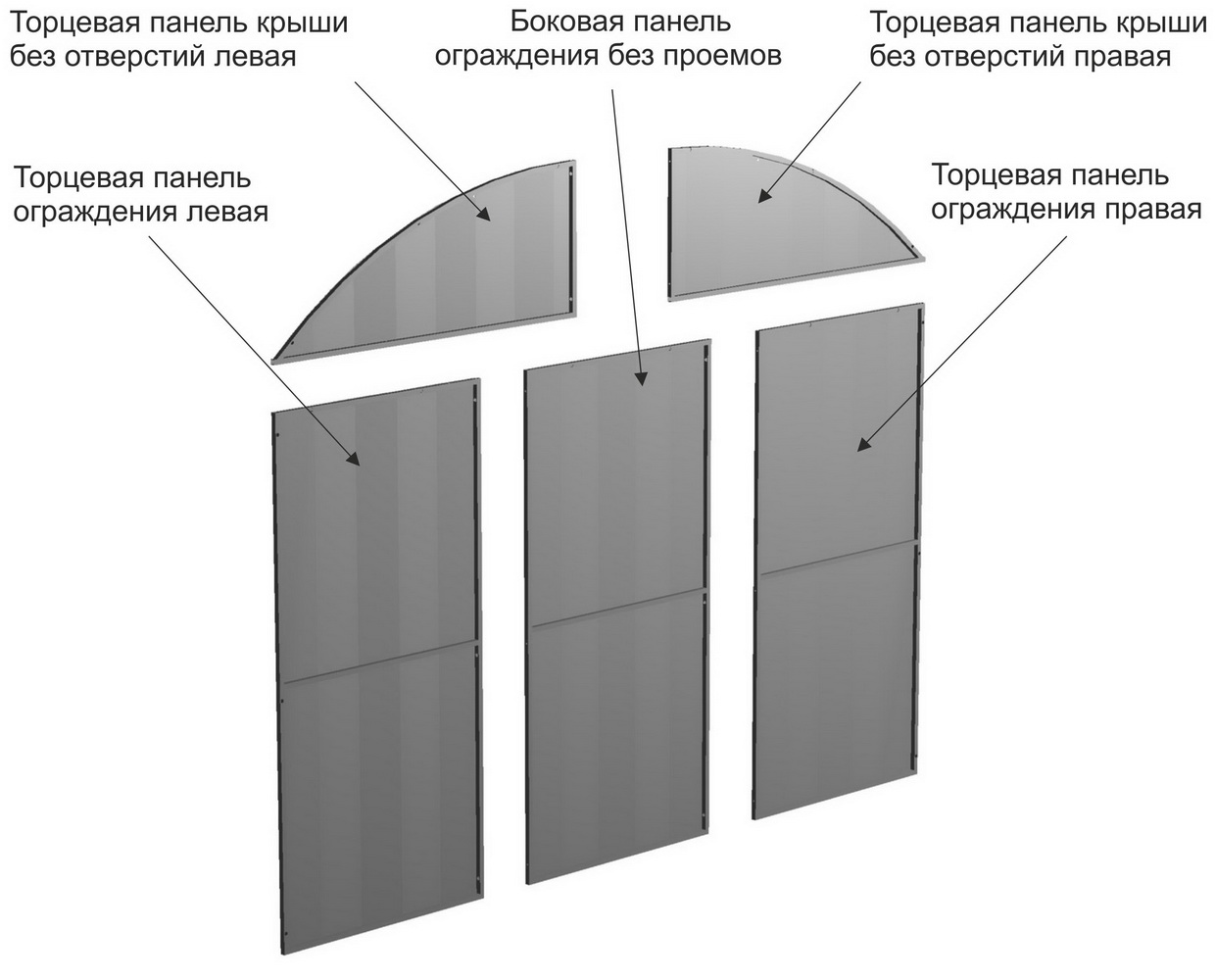 ПРИМЕР 1:
задняя стенка без проемов и приточно-вытяжных отверстий ПРИМЕР 1:
задняя стенка без проемов и приточно-вытяжных отверстий |
1 торцевая панель ограждения правая |
 ПРИМЕР 2:
задняя стенка без проемов с приточно-вытяжными отверстиями ПРИМЕР 2:
задняя стенка без проемов с приточно-вытяжными отверстиями |
1 торцевая панель ограждения правая |
| 1 торцевая панель ограждения левая |
1 торцевая панель ограждения левая | ||
| 1 боковая панель ограждения без проемов |
1 боковая панель ограждения с вытяжным отверстием * | ||
| 1 торцевая панель крыши без отверстия правая |
1 торцевая панель крыши с отверстием правая | ||
| 1 торцевая панель крыши без отверстия левая |
1 торцевая панель крыши с отверстием левая | ||
 ПРИМЕР 3:
задняя стенка с проемом двери без приточных отверстий ПРИМЕР 3:
задняя стенка с проемом двери без приточных отверстий |
1 торцевая панель ограждения правая | 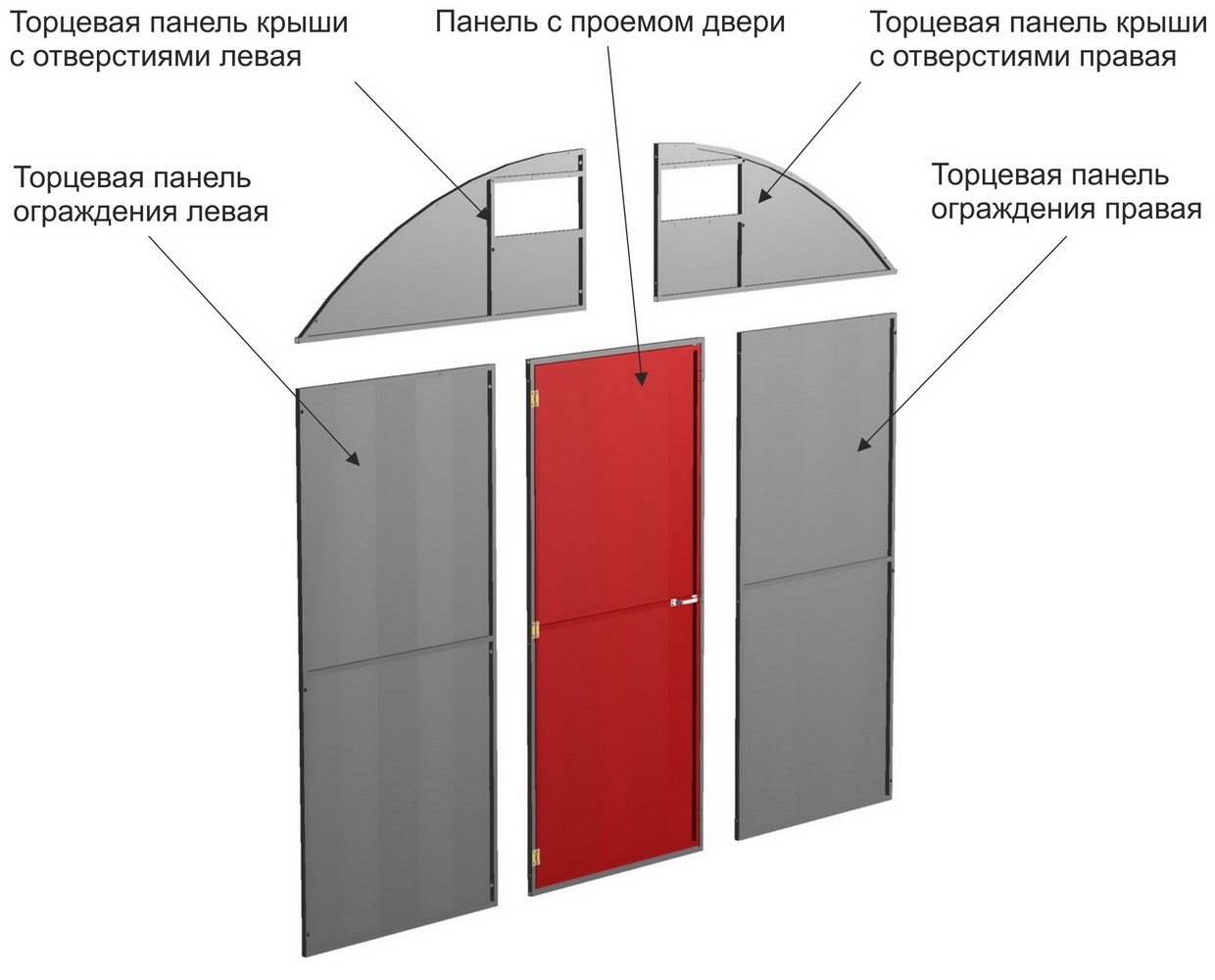 ПРИМЕР 4:
задняя стенка с проемом двери и приточными отверстиями ПРИМЕР 4:
задняя стенка с проемом двери и приточными отверстиями |
1 торцевая панель ограждения правая |
| 1 торцевая панель ограждения левая | 1 торцевая панель ограждения левая | ||
| 1 панель с проемом двери | 1 панель с проемом двери | ||
| 1 торцевая панель крыши без отверстия правая | 1 торцевая панель крыши с отверстием правая | ||
| 1 торцевая панель крыши без отверстия левая | 1 торцевая панель крыши с отверстием левая | ||
 ПРИМЕР 5:
задняя стенка с проемом ворот без приточных отверстий ПРИМЕР 5:
задняя стенка с проемом ворот без приточных отверстий |
1 торцевая панель ограждения правая |  ПРИМЕР 6:
задняя стенка с проемом ворот и приточными отверстиями ПРИМЕР 6:
задняя стенка с проемом ворот и приточными отверстиями |
1 торцевая панель ограждения шириной 500 мм прав. |
| 1 торцевая панель ограждения левая | 1 торцевая панель ограждения шириной 500 мм лев. | ||
| 1 панель с проемом ворот |
1 панель с проемом ворот | ||
| 1 торцевая панель крыши без отверстия правая | 1 торцевая панель крыши с отверстием правая | ||
| 1 торцевая панель крыши без отверстия левая | 1 торцевая панель крыши с отверстием левая |
* Если в окрасочно-сушильной камере между зонами окраски и сушки установлена перегородка, а в составе задней стенки присутствует проем двери или ворот, то боковая панель ограждения с вытяжным отверстием устанавливается на одной из боковых стенок отделения сушки взамен боковой панели ограждения без проемов.
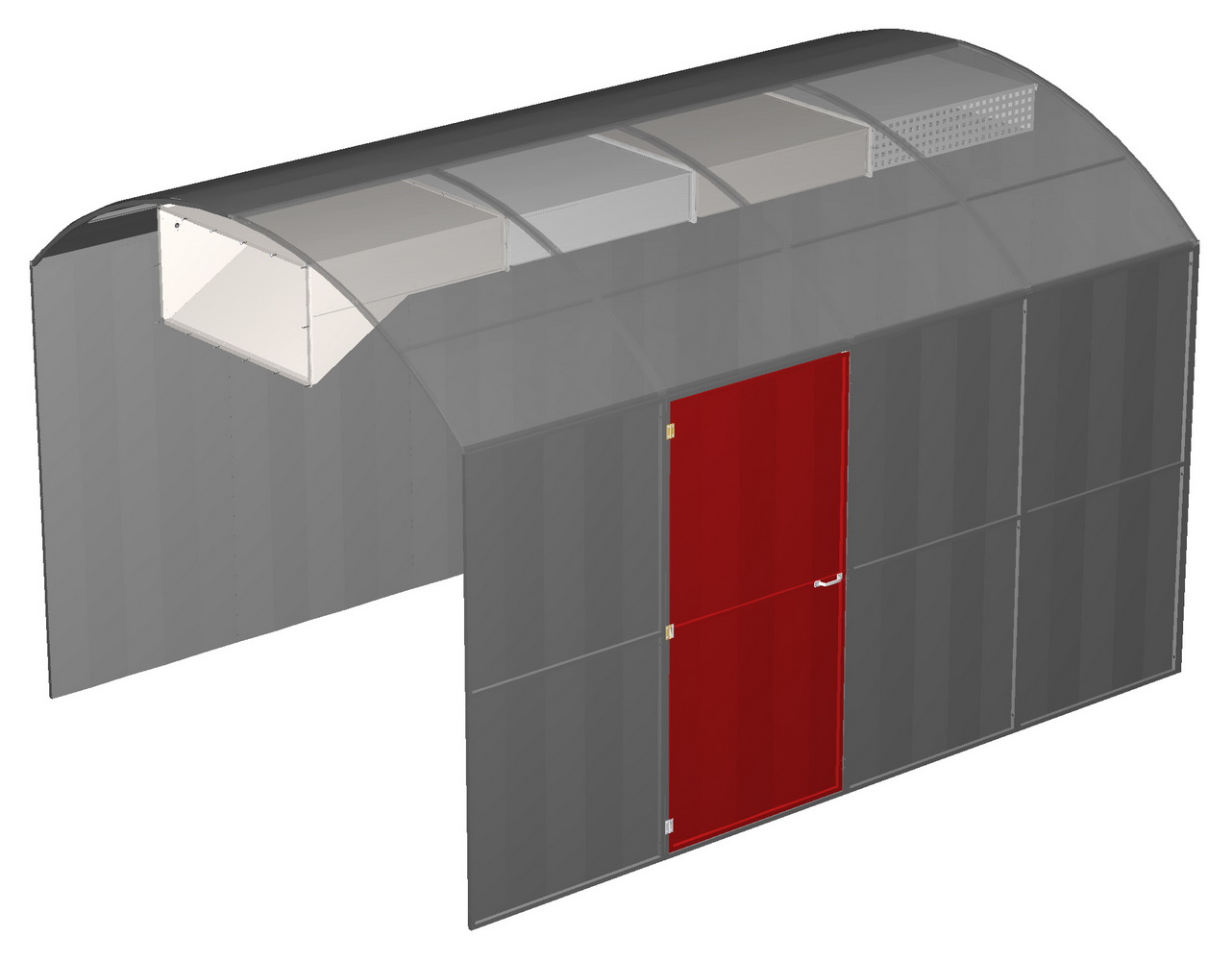
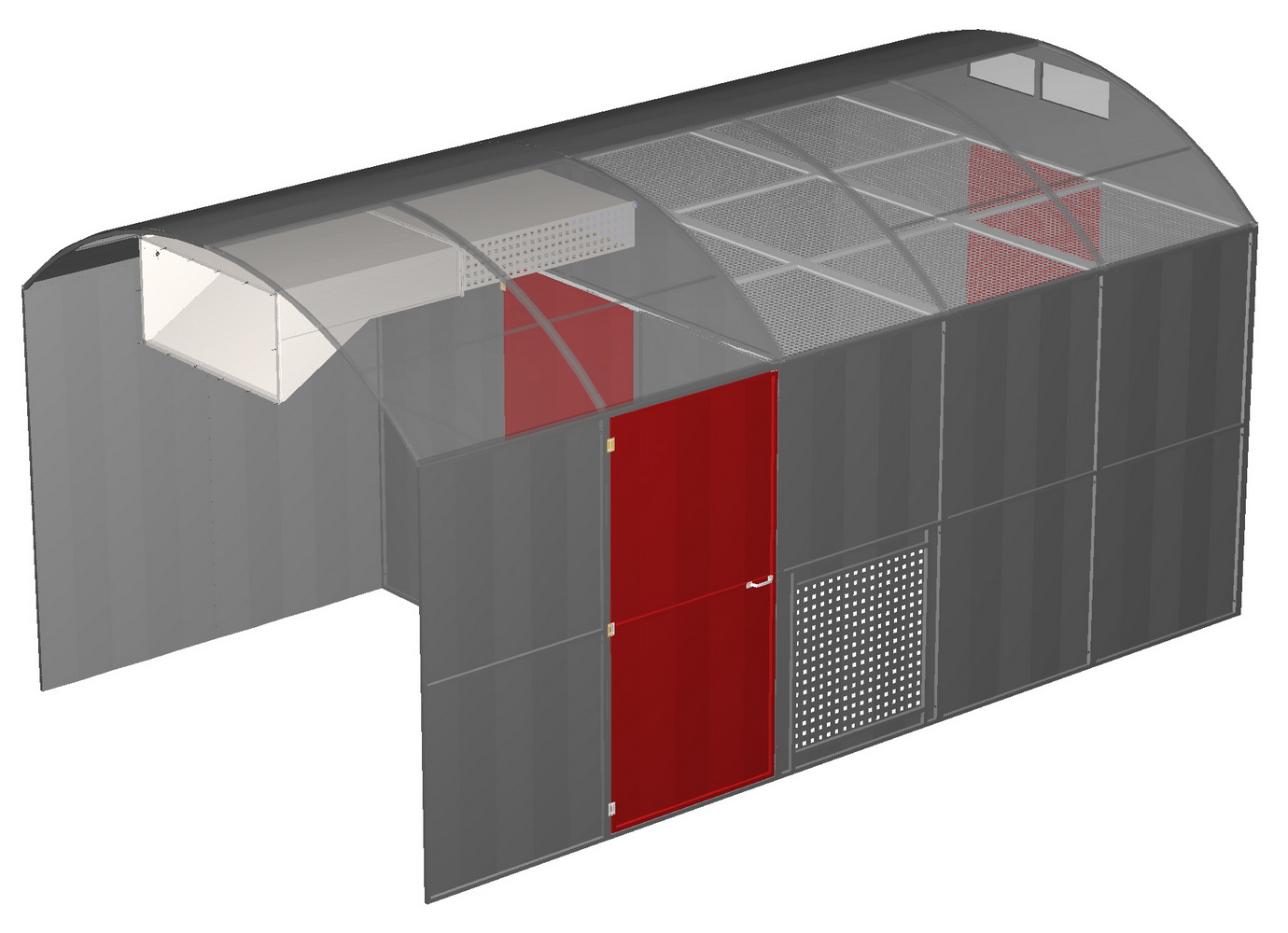
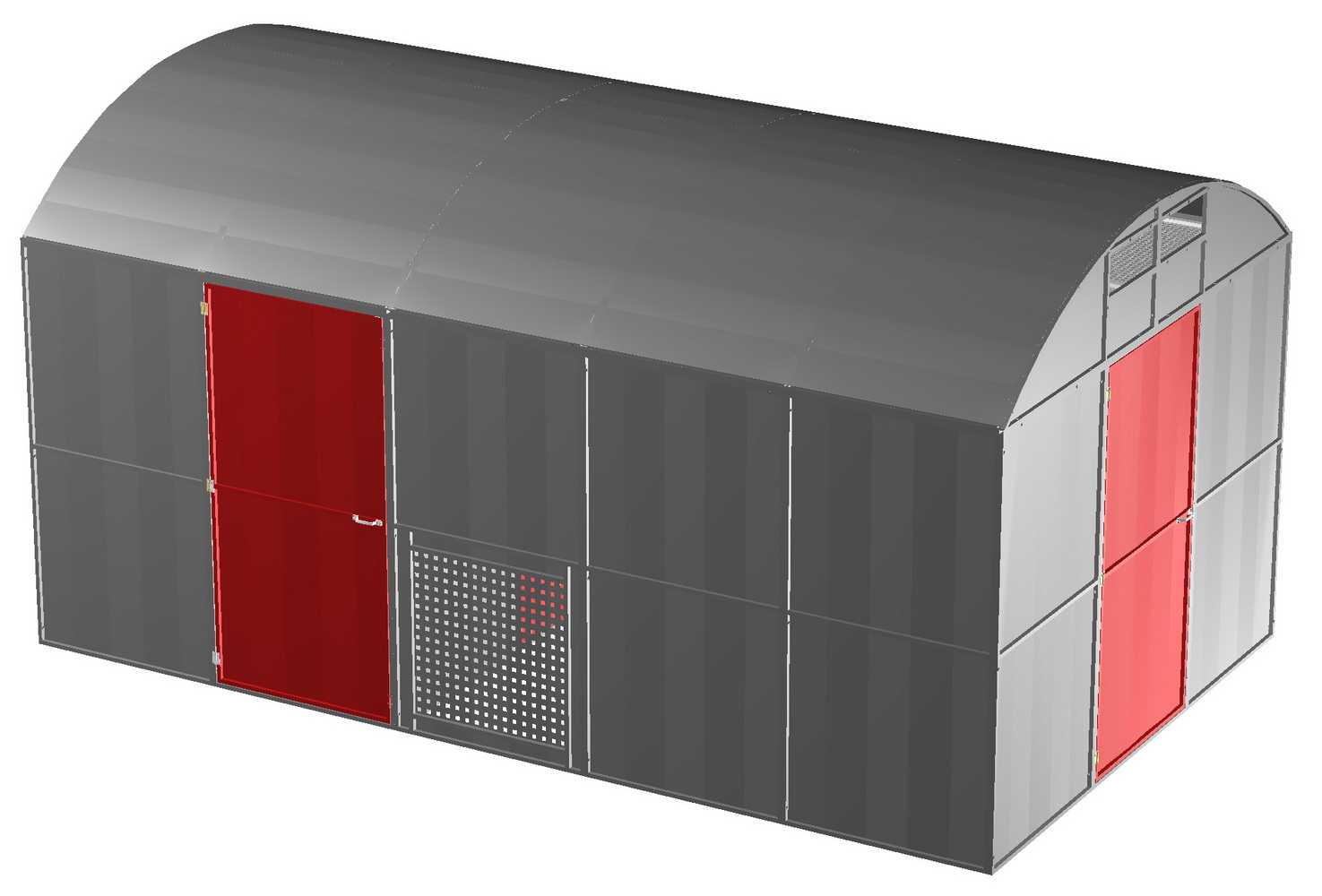
Примеры формирования корпусов окрасочно-сушильных камер из предварительно определенных элементов.
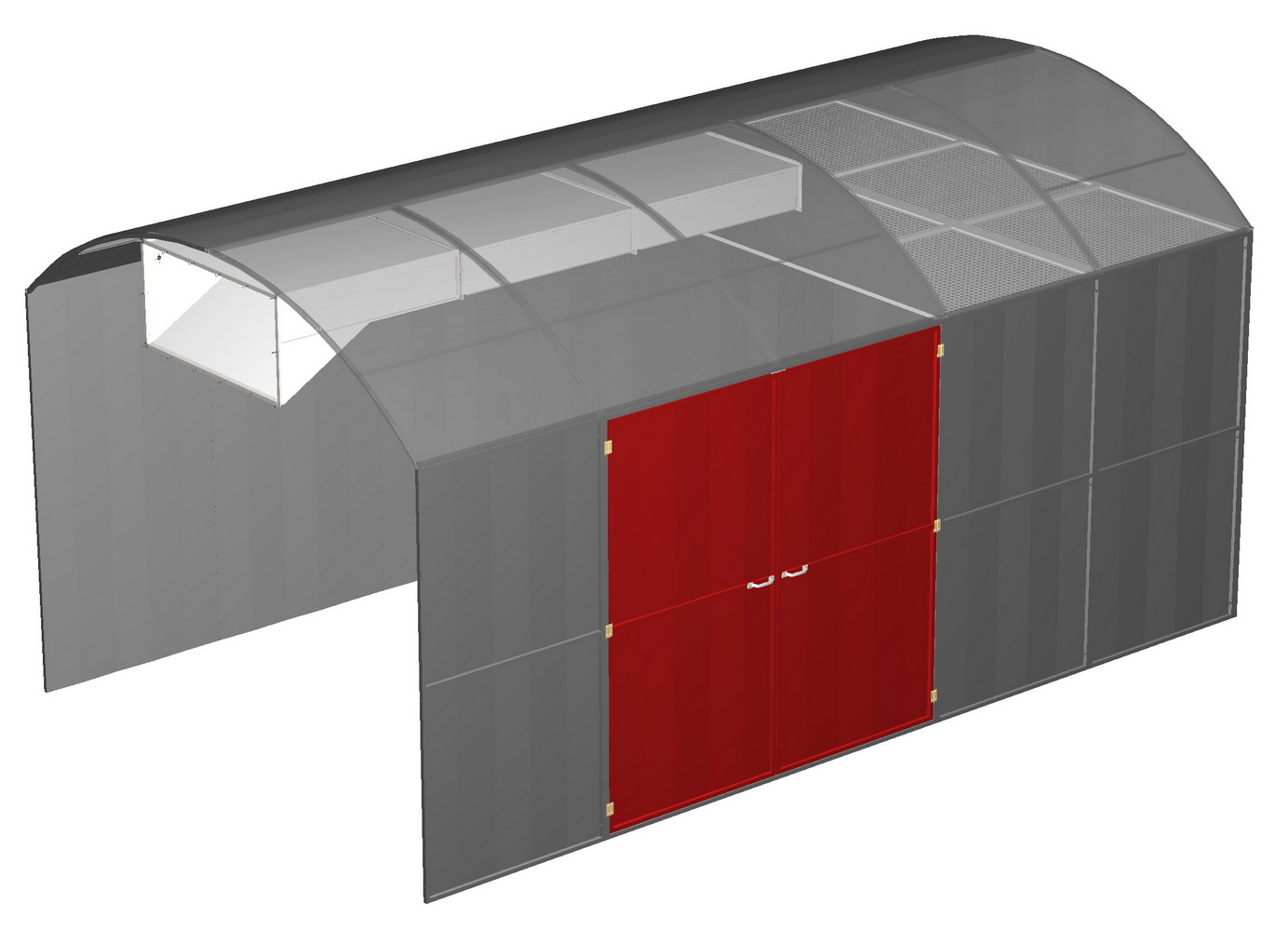
ПРИМЕР 1. Корпус окрасочно-сушильной камеры в составе: 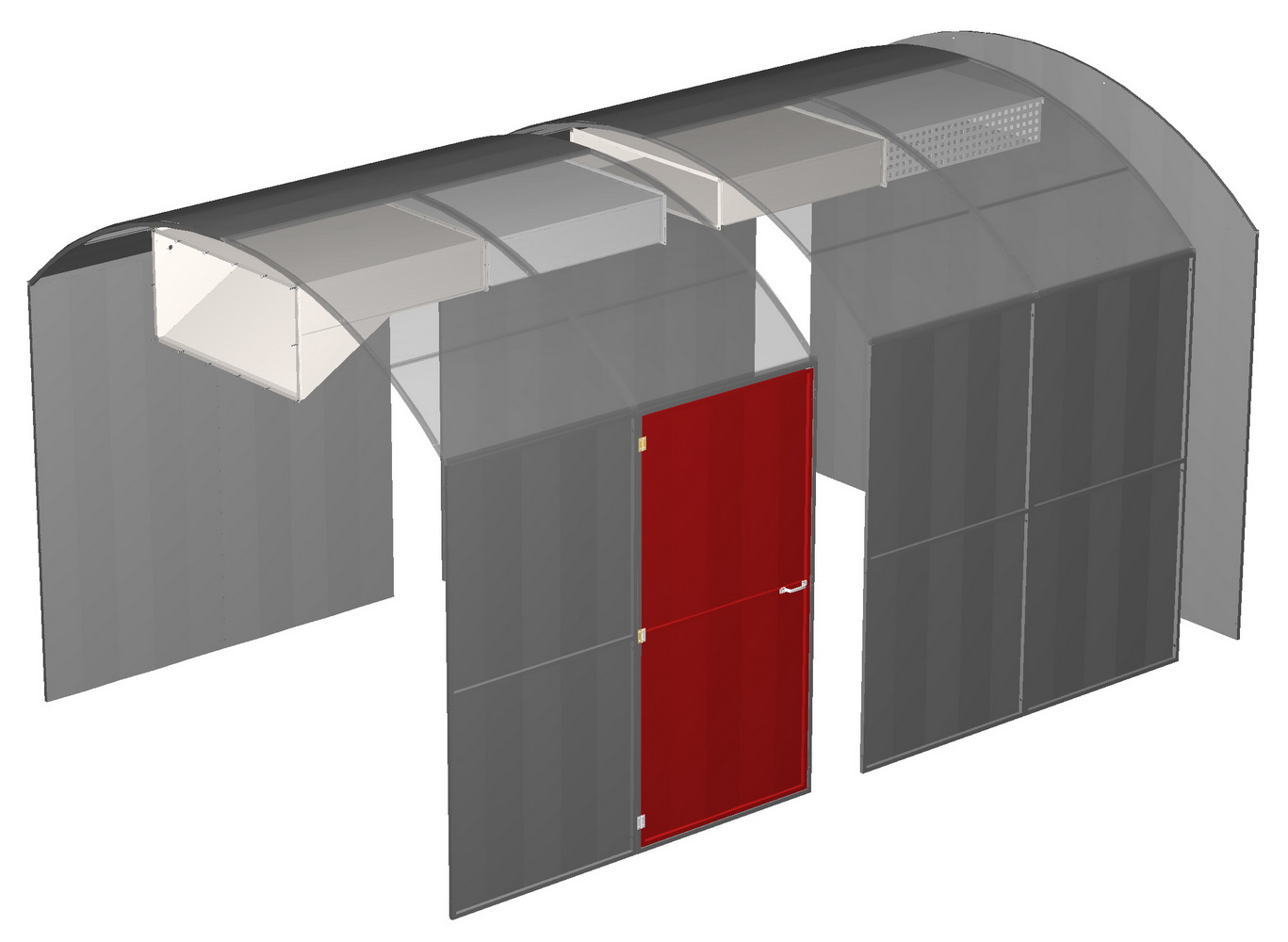
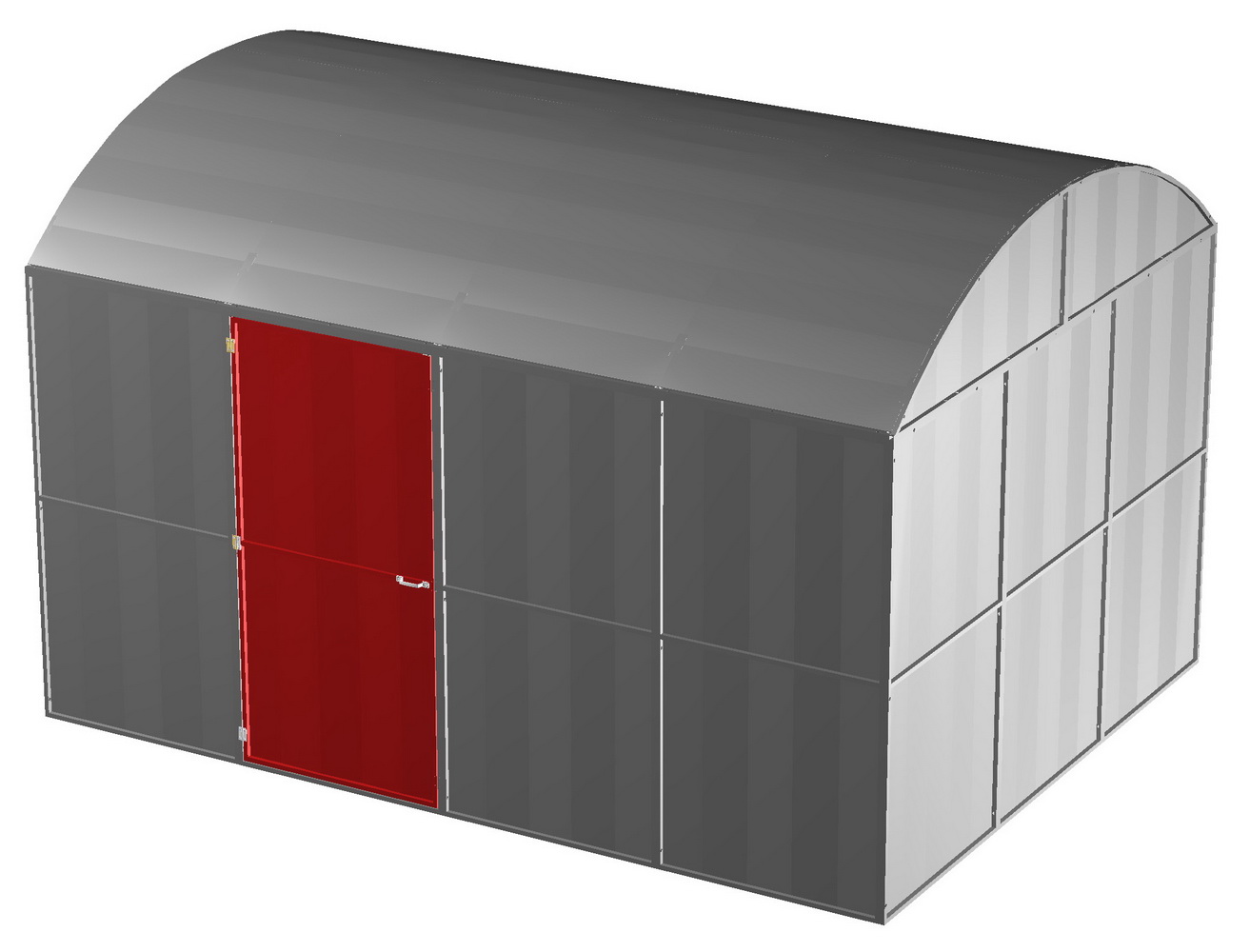
- зона окраски длиной 2 м с дверным проемом
- отделение сушки без пленума длиной 2 м
- задняя стенка без отверстий и проемов
ПРИМЕР 2. Корпус окрасочно-сушильной камеры в составе: 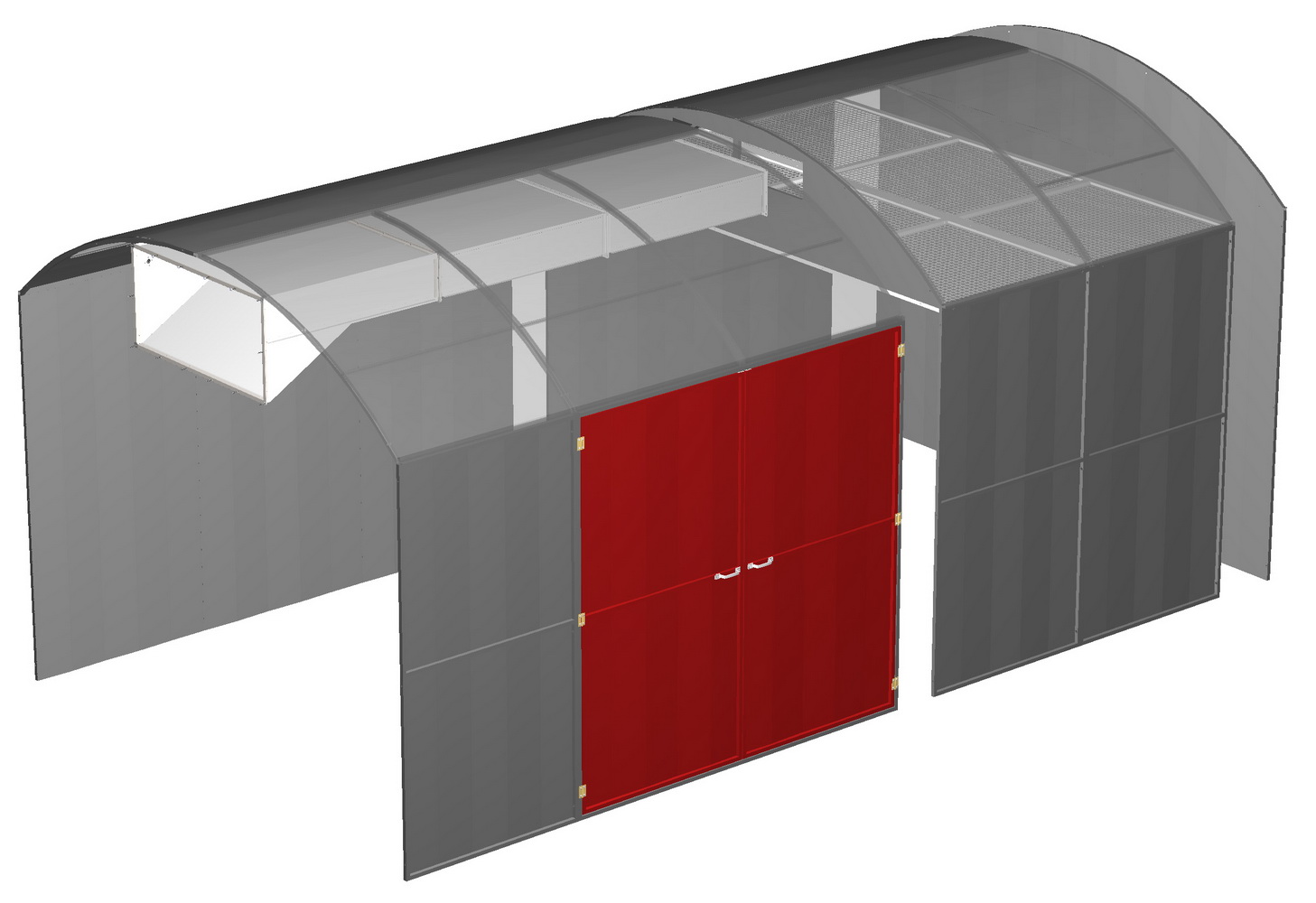
- зона окраски длиной 3 м с проемом ворот
- отделение сушки длиной 2 м с пленумом
- задняя стенка без отверстий и проемов
ПРИМЕР 3. Корпус окрасочно-сушильной камеры в составе: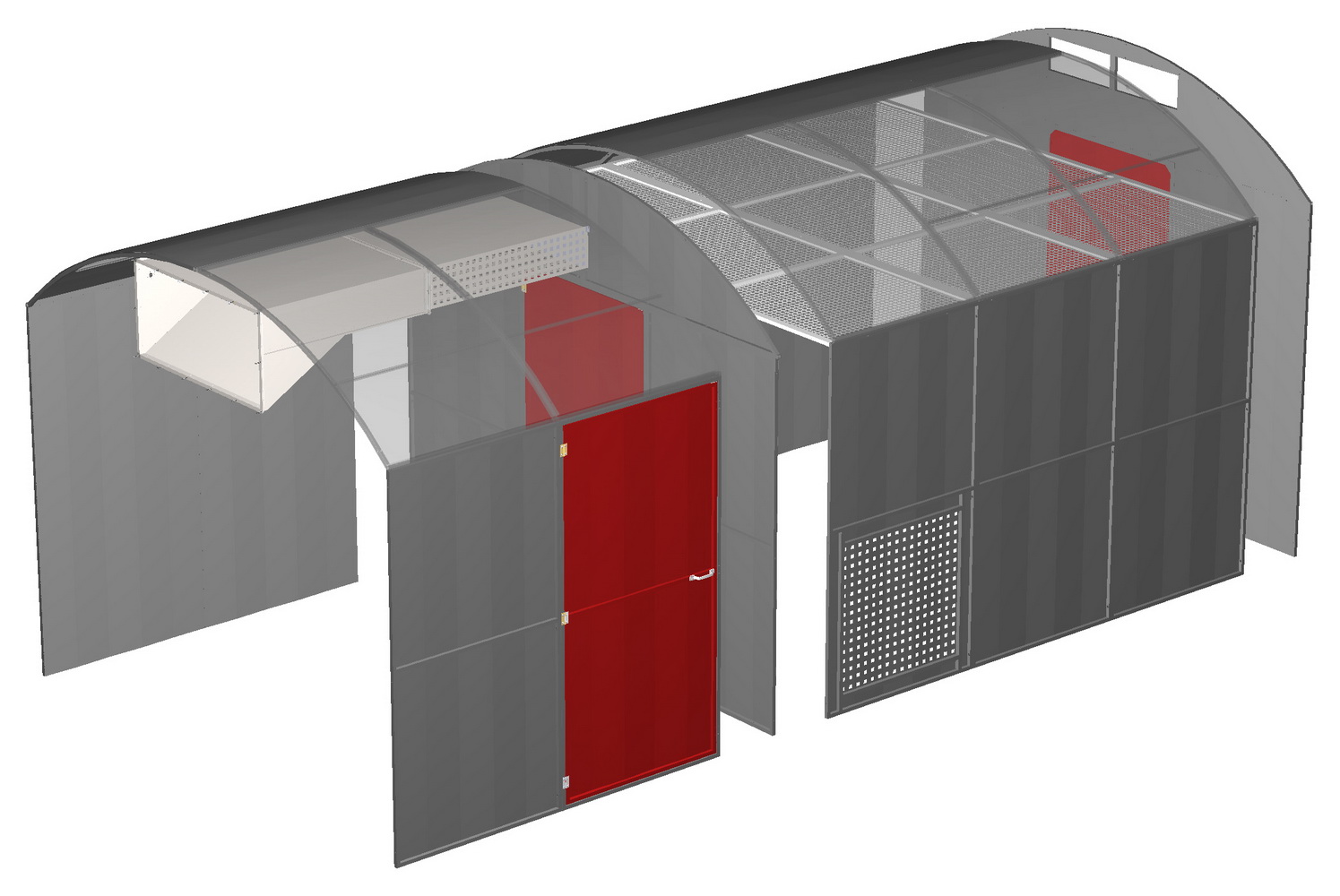
- зона окраски длиной 2 м с дверным проемом
- перегородка с дверным проемом
- отделение сушки длиной 3 м с пленумом (одна боковая панель заменена на панель с вытяжным отверстием)
- задняя стенка с дверным проемом и приточными отверстиями
Инженер-консультант: (473) 2 622 116
Информационные и справочные материалы по разделу:
Корпуса модульных окрасочно-сушильных камер из металлических панелей




