









Критерии выбора ОСК для автосервиса
Кузовные работы занимают доминирующее положение в современном авторемонтном бизнесе и по объемам и по доходности. Их венчает процесс окраски, превращающий автомобиль в сияющего красавца. Обязательным атрибутом любого современного малярного участка уже давно стали окрасочно-сушильные (покрасочно - сушильные) камеры - ОСК. Рассмотрим конструкцию ОСК исключительно с точки зрения технологических возможностей, не обращая внимания на различия и особенности устройства камер разных производителей.
Любая окрасочно-сушильная камера - это сложный агрегат, основными элементами которой являются:
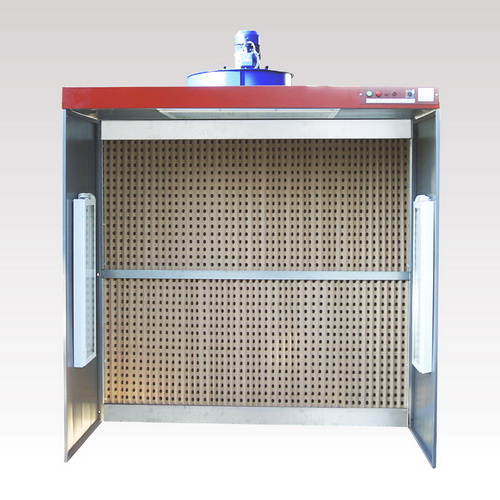
- окрасочная кабина, где проводятся окрасочные работы и сушка
- агрегатный блок (теплогенератор), состоящий из приточного блока (приточного вентилятора), вытяжного блока (вытяжного вентилятора), теплообменного блока,воздушных заслонок и блока (пульта) управления.
При монтаже окрасочных камер допускается любое взаимное расположение ее основных блоков. В зависимости от планировки помещения блоки вентиляции могут размещаться в любом удобном месте. Саму окрасочную кабину, а также вентиляционные блоки устанавливают либо на заглубленном фундаменте, выполняющем функции вентиляционного колодца, либо (в случае невозможности проведения земляных работ) на металлическом основании непосредственно на ровном полу. В последнем случае пол кабины окажется гораздо выше пола цеха, и окрашиваемый автомобиль придется закатывать в окрасочную кабину и выкатывать из нее по наклонным въездным трапам, что несколько усложняет ремонтный процесс.
Впрочем, даже если покрасочная камера установлена на бетонном фундаменте, конструкция ворот кабины предполагает наличие “ступеньки” между уровнями пола кабины и цеха. Автомобиль всегда приходится закатывать в кабину и выкатывать оттуда через нее, поэтому, чем меньше высота этой “ступеньки, тем лучше.
Ширина ворот определяет один из основных эксплуатационных параметров камеры. Так как закатывать автомобиль с места его подготовки в кабину приходится часто под углом, то, естественно, в просторные ворота въезжать легче. Поэтому ширина ворот напрямую влияет на производительность труда на малярном участке.
В основном ворота разных окрасочно-сушильных камер схожи: герметичные, легко закрывающиеся створки, но, при ограниченных площадях, возможно применение рольставней и секционных ворот. Кроме ворот кабину оснащают дополнительной сервисной дверью, которая часто ведет не в цех, а в лабораторию для смешивания красок. Обычно колеровочную лабораторию располагают через общую стенку с окрасочной кабиной. Такая компоновка позволяет маляру, не выходя в пыльную зону цеха, вносить в камеру подготовленные лакокрасочные материалы или заменять краскопульт.
Стены кабины монтируют из панелей типа “сэндвич”, состоящие из оцинкованных стальных листов толщиной около 1 мм, склеенных со спрессованным слоем минеральной или пенополистирола толщиной 50 мм. Обшивки панелей внутри кабины окрашены эмалью белого цвета, цвет наружных обшивок - произвольный. Сами панели при монтаже скрепляют способами, исключающими проникновение пыли через стыки. Методы крепления и герметизации могут быть различными.
Условия освещенности внутри кабины - один из главных факторов, влияющих на результаты работы маляра. Хорошая освещенность - это не только яркие лампы, спектр излучения которых близок к солнечному, но и их расположение, которое, во-первых, обеспечивает бестеневое освещение всего автомобиля и, во-вторых, позволяет маляру по отблеску от источников света контролировать толщину слоя наносимого лакокрасочного материала. Отличный результат дает установка светильников в наклонных панелях на стыке потолка и стен и размещение еще одного или двух рядов ламп на разной высоте по периметру.
Внутренняя ширина кабины предлагаемых на рынке окрасочных и окрасочно-сушильных камер, предназначенных для окраски и сушки кузовов легковых автомобилей, почти одинакова - 4 м или чуть меньше. Ширина абсолютного большинства легковых автомобилей находится в пределах 1720-1860 мм. Шире только очень немногие гиганты - американцы любят огромные джипы и пикапы двухметровой ширины.
Таким образом, в большинстве случаев между стенками кабины и автомобилем при его окраске сохраняется пространство не менее 1 м. Это минимальное пространство, позволяющее разместиться маляру с краскопультом и шлангами и создать “факел” краски, необходимый для качественной работы, а иногда и приоткрыть двери автомобиля, чтобы покрасить закраины.
Длина покрасочной камеры может варьировать в пределах от 6000 до 7800 мм. Выбор здесь определяется размерами автомобилей. Если учесть, что маляру с краскопультом необходимо пространство не меньше 1 м по длине, то в самой короткой камере можно полностью покрасить автомобили длиной до 3800-4000 мм. Длина автомобилей указана без бамперов, поскольку перед окраской их обычно демонтируют.
В нашем отечестве не любят маленькие автомобильчики. Исключением является родная “Ока”, но с ней на классные сервисы обычно не обращаются. Остальных - японских, корейских и европейских малюток - в потоке машин на российских дорогах меньшинство. За критерий распределения типов автомобилей, находящихся в эксплуатации, можно взять мгновенный срез потока машин в самой обычной московской пробке: легко заметить, что большинство автомобилей имеют длину 4500-5000 мм. А значит, можно сделать вывод: для ремонта самых распространѐнных автомобилей нужна кабина длиной около 7м. Только для автомобилей “стрэч” или большинства американских пикапов и джипов 7-метровая камера может быть тесновата.
Внутренняя высота покрасочной кабины обычно от 2500 до 3000 мм, но можно заказать и выше. Высота всех легковых автомобилей практически одинакова. Справочник говорит, что у их подавляющего большинства крыша находится на расстоянии от 1350 до 1550 мм от земли. Это означает, что даже в самой низкой кабине при окраске крыши автомобиля остаѐтся сверху еще как минимум 1 м до потолка. Этого достаточно, чтобы разместить краскопульт и обеспечить нужный наклон факела. Так что крыши всех легковых автомобилей можно покрасить даже в самых низких окрасочных кабинах.
В то же время джипы значительно выше “легковушек”. Высота (от земли до крыши) большинства рамных полноприводных автомобилей 1750 - 1950 мм (у рекордсменов - “Land Rover Defender” и “Ford Excursion” - 2040 и 2037 м соответственно), конечно, без учета установленных на крыше “люстр” или дуг багажника. В этот же диапазон размеров входит и высота крыши микроавтобусов, мини-вэнов, грузовых и грузопассажирских автомобилей типа “каблучок” (например,”Citroen Berlingo”) и некоторых автомобилей экзотического дизайна (”Chrysler PT Cruiser”). Окрасить крышу, а порой даже установить такой автомобиль в кабину невозможно. Руководители СТО должны сами решить - отправлять хозяев этих автомобилей на другой сервис или смонтировать камеру повыше.
Иная картина складывается, если планируемая пропускная способность сервиса настолько велика, требует установки двух окрасочно-сушильных камер. Ощутимую экономию средств в этом случае может дать вариант монтажа сдвоенной окрасочно-сушильной камеры, состоящей из одной большой кабины для окраски и сушки и второй поменьше, используемой только для сушки. Такие кабины монтируют с общей подъемной стенкой и поперечными рельсами для перемещения автомобиля. Каждую из кабин оснащают индивидуальными воротами, и выкатывать готовые автомобили можно независимо от цикла малярных работ в соседней кабине.
Качественная окраска подразумевает полное отсутствие пыли в кабине и быстрое “осаждение” тумана факела краскопульта. Для этого (и не только) предназначена система мощной приточно-вытяжной вентиляции.
Приток воздуха в кабину во всех окрасочно-сушильных камерах осуществляется через так называемый пленум под потолком, а отвод его через решетки пола. Поступающий воздух нагревается в теплогенераторе. Но прежде, чем обычный содержащий большое количество пыли воздух попадет в кабину, он тщательно фильтруется воздушными фильтрами.
Главными характеристиками любого воздушного фильтра является его пылеемкость (количество пыли в граммах, которое фильтр может задержать на 1 кв.м. своей площади) и эффективность (соотношение веса или количества задержанных и пропущенных фильтром частичек стандартной пыли). Еще никому не удалось создать такие фильтры, у которых одновременно обе эти характеристики были бы очень высокими. Если велика эффективность, и фильтр задерживает почти 100% пыли, это снижает его пылеемкость, и менять такой фильтр нужно очень часто. Если велика пылеемкость, то высока и вероятность, что фильтр пропускает значительное количество частиц пыли.
Это противоречие устраняется установкой системы двухступенчатой фильтрации воздуха. Предварительные фильтры, установленные перед вентилятором, задерживают крупную и частично мелкую пыль. Пылеемкость хороших фильтровальных материалов, из которых делают предварительные фильтры, достигает 4,5 кг/кв.м.. Чтобы эти фильтры служили дольше, их делают возможно большей площади. Самый большой рабочей поверхностью обладают не плоские, а так называемые карманные фильтры. Фильтрующий материал их сварен в конструкции, действительно напоминающей карманы или сплющенные мешки от пылесоса, закрепленные на специальной металлической кассете. Периодичность замены предварительных фильтров зависит не только от их площади, но и от места расположения станции технического обслуживания: рядом с пыльной дорогой - чаще, у опушки леса - меньше.
Воздух, прошедший предварительную очистку, окончательно очищается в фильтрах тонкой очистки. Эти фильтры занимают большую часть потолка окрасочной кабины и представляют собой плоские толстые листы синтетического материала, уложенные в специальные решетчатые кассеты. У лучших фильтров плотность материала, из которого они изготовлены, различная: верхние слои - рыхлые для удержания большего количества пыли, а чем глубже, тем плотность фильтра выше и тем более мелкие частицы могут быть им задержаны.
Лучшие потолочные фильтры имеют пылеемкость до 430 г/кв.м. (в 10 раз меньшую, чем предварительные), задерживая при этом 96-98% пыли. Средняя периодичность замены фильтровального материала фильтра тонкой очистки может достигать 1500 часов работы камеры, естественно, при исправном предварительном фильтре. Но и стоят хорошие потолочные фильтры не дешево - 10-20 долл. США за квадратный метр.
Задача фильтров, монтируемых под решетками пола, задержать частицы краски, удаляемые из кабины потоком воздуха во время малярных работ. Эти фильтры так и называются “Paint stop - фильтры - заградители краски. Они способны поглотить до 3 кг лакокрасочных материалов на 1 кв.м. своей площади, но при этом и служат до замены не более 100-120 часов работы. К счастью, такие фильтры довольно дешевы. Фильтры могут занимать весь пол камеры. Тогда их располагают между двумя слоями решеток, на которые ставят окрашиваемый автомобиль.
В этом случае у окрасочной кабины появляется еще один ограничительный параметр: максимальный вес автомобиля, который выдержит эта решетка (максимальная нагрузка на колесо - как предпочитают некоторые производители). Далеко не все решетки могут выдержать вес тяжелого автомобиля. Для таких случаев пол камеры делают частично решетчатым, где фильтры - заградители занимают обычно 1/3 часть площади пола. При этом располагают их в наиболее запыленных зонах ближе к окрашиваемой поверхности автомобиля, а колеса автомобиля, находящегося в камере, остаются на твердом основании.
Такая конструкция пола кабины снимает ограничение по весу автомобиля, красить можно даже бронированные “членовозы”. Но воздушный поток в таких кабинах менее равномерен, чем в кабинах, где весь пол занят фильтрами.
Воздушный поток в окрасочной кабине создают вентиляторы, которые разделены на два блока: вентиляторы входного блока и вентиляторы выходного блока. Производительность вентиляторов агрегатных блоков такова, что обеспечивает воздушный поток в кабине до 26000 куб.м./час, только в самых маленьких камерах чуть ниже. Легко подсчитать, что при такой производительности скорость воздушного потока составляет приблизительно 0,25 м/сек. Это означает, что самая мелкая окрасочная пыль за несколько секунд осаждается на напольных фильтрах.
Такой большой воздухообмен необходим по нескольким причинам. Во-первых, он создает комфортные условия для работы маляра, потому что окрасочная пыль не достигает органов дыхания. Во-вторых, воздухообмен необходим по требованиям противопожарной безопасности. При окрашивании краскораспылителем средней производительности может выделяться до 1 л летучих компонентов в минуту. Во избежание образования их взрывоопасных концентраций необходима интенсивная вытяжная вентиляция. И, в-третьих, интенсивный воздухообмен необходим для быстрого разогрева автомобиля в процессе сушки, но об этом мы поговорим ниже.
Вытяжной блок служит для удаления воздуха из кабины. Его конструкция обычно повторяет конструкцию вентиляторов приточного блока. Некоторые продавцы предлагают своим заказчикам “ экономичный” вариант окрасочно-сушильной камеры без вытяжного вентиляторного блока. При работе такой окрасочно-сушильной камеры воздухообмен происходит только за счет работы приточного блока. Вряд ли стоит рекомендовать такие камеры, поскольку при загрязнении напольного фильтра, а мы показали, что это может произойти довольно быстро, в окрасочной кабине начинает расти давление воздуха, буквально раздувающее ее изнутри. При этом снижается интенсивность воздушного потока через кабину, что грозит неприятностями, о некоторых из которых мы уже упомянули.
Сэкономившие на вытяжном блоке расплачиваются снижением производительности окрасочно-сушильной камеры и вынуждены более часто производить замену фильтров.
До поступления в кабину воздушный поток подогревается в теплогенераторе. Для этого используют различные источники тепловой энергии: дизельные или газовые горелки, паровые или водяные теплообменники и электронагреватели. Чаще всего используют горелки на легком дизельном топливе или газе, остальное оборудование либо специфично (далеко не всегда сервис расположен рядом с ТЭЦ), либо - при сегодняшнем соотношении цен на солярку и электроэнергию - не экономично.
В современных окрасочно-сушильных камерах теплообменник выполнен из качественной нержавеющей стали, а поэтому долговечен, обладает развитой рабочей поверхностью, а значит, имеет высокий КПД и большую массу, которая повышает тепловую инерцию системы.
Горелки могут быть одноступенчатыми, в этом случае регулирование температуры в камере осуществляется их прерывистой работой или двухступенчатыми.
Последние позволяют регулировать температуру поступающего в кабину воздуха с точностью до 3-х градусов против 5-ти у одноступенчатых. В схеме движения воздушных потоков внутри окрасочной кабины, кроме узлов, о которых мы рассказали, находятся три заслонки: выходная, входная и заслонка рециркуляции. Во время цикла окраски выходная заслонка может быть частично прикрыта для создания небольшого положительного давления в кабине, которое регулируется по мере загрязнения фильтров. Входная заслонка полностью открыта, а заслонка рециркуляции полностью закрыта.
Для экономии энергоносителей во время сушки автомобиля рециркуляция воздуха в кабине происходит так, что 90% очищенного и нагретого воздуха вновь поступает на вход приточной вентиляционной системы.
Если сервис расположен в городской черте с плотной застройкой, то выброс в атмосферу летучих компонентов лакокрасочного покрытия нежелателен, а в некоторых случаях и запрещен. Поэтому на вытяжной системе вентиляции устанавливаются фильтры-поглотители. Их конструкция может быть различной, так же как и эффективность. Выбирая и заказывая поглотители для окрасочно-сушильной камеры, следует принимать в расчет экологические требования в том районе, где расположен сервис.
Управление всей работой покрасочно-сушильной камерой осуществляется с отдельного пульта. Сигнальные лампы и мнемосхемы указывают состояние всех управляемых агрегатов: двигателей, горелок, систем освещения и рециркуляции воздуха. Система управления обеспечивает автоматическое поддержание заданной температуры воздуха, подаваемого в кабину. Но нужно учесть, что для уменьшения колебаний температуры нагреваемого воздуха, ее измеритель располагают не в самой кабине, а в воздушном канале, подающем горячий воздух. Чем ближе расположен датчик температуры к теплообменнику, тем выше точность, с которой отслеживается температура воздуха. Но при этом температура воздуха, прошедшего через фильтр, неизбежно будет более низкой, чем это отражено на индикаторе. Причем в различных местах камеры температура неодинакова. Для снижения этой разницы некоторые производители дополнительно утепляют надпотолочное пространство кабины.
Регулятор регистрирует не только абсолютную величину температуры воздуха, входящего в кабину, но и отслеживает скорость ее изменения, и включает горелку, когда эта скорость становится отрицательной (т.е. когда температура начинает падать). Такое регулирование позволяет резко снизить пульсации температуры входящего в камеру воздуха.
Легко подсчитать, что при производительности вентиляционной системы окрасочно-сушильной камеры, равной 26000 куб.м./час, за время сушки через кабину проходит более 30 тонн воздуха (вес 1 куб.м. воздуха около 1,3 кг). Теплоемкость же воздуха почти в два раза выше, чем теплоемкость железа (!). Казалось бы, что кузов автомобиля легко разогреть до нужной температуры. Но, к сожалению, в процессе нагрева кузова участвует небольшая часть воздуха, лишь тонкий приграничный слой его отдает свое тепло, поскольку слои воздуха при ламинарном течении перемешиваются слабо. А при средней скорости воздуха в кабине 0,25 м/сек его поток будет ламинарным вдоль значительной части поверхности кузова.
Понятно, что скорость потока воздуха вдоль горизонтальных и вертикальных поверхностей различна. Кроме того, даже поверхности, одинаково расположенные в воздушном потоке кабины, могут находиться в разных условиях. С внутренней стороны они могут быть или хорошо теплоизолированы, как, например, крыша автомобиля, или, напротив, как капот, находиться близко к холодному массивному двигателю, отбирающему часть тепла. То есть, в результате объективных причин разные поверхности кузова в камере нагреваются по-разному. Но насколько по-разному - расчету не поддается.
Из всего приведенного выше можно с полным основанием сделать следующие выводы: окрасочно-сушильная (покрасочно-сушильная, окрасочная, покрасочная) камера входит в перечень обязательного оборудования современного автосервиса. Ее неизбежно приходится использовать при полной окраске автомобиля и окраске больших элементов (например, крыши) или ремонте нескольких деталей. Но, как и с любым другим сложным оборудованием, с нею нужно обращаться очень осторожно. Каждая окрасочно-сушильная камера (ОСК) имеет свои индивидуальные особенности в зависимости от ее конструкции, регулировок, применяемых фильтров и много другого. Поэтому рекомендуем производить индивидуальную настройку температуры сушки. Но даже в идеальной камере разница температур на различных участках кузова неизбежна. Поэтому постарайтесь использовать современные, стойкие к разбросам режима сушки материалы от лучших производителей. Поверьте, это убережет Вас от многих неприятностей, начиная от “просадок” лака до потери стойкости покрытия, происходящего в результате неполного удаления летучих компонентов лака.