









Продукция |
Выбор типа окрасочной кабины в зависимости от различных факторов
Рассмотрим основные факторы, оказывающие влияние на выбор типа окрасочной кабины, их несколько:
- расположение вытяжных каналов
- место расположения и количество ворот
- наличие перегородок
По типу устройства вытяжного тракта окрасочные кабины подразделяются на кабины устанавливаемые на
приямок и кабины с боковым отбором воздуха.
Конструкция кабин, устанавливаемых на приямок, не привязана к форме и
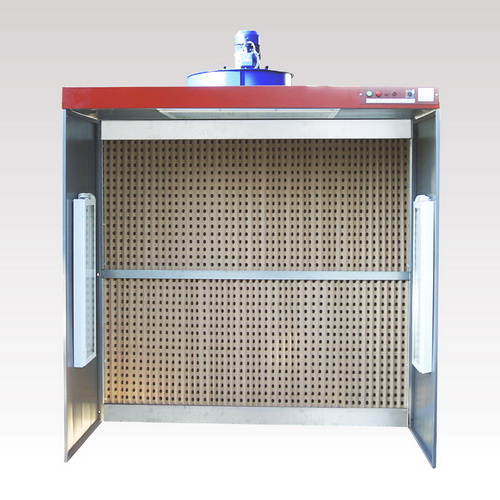
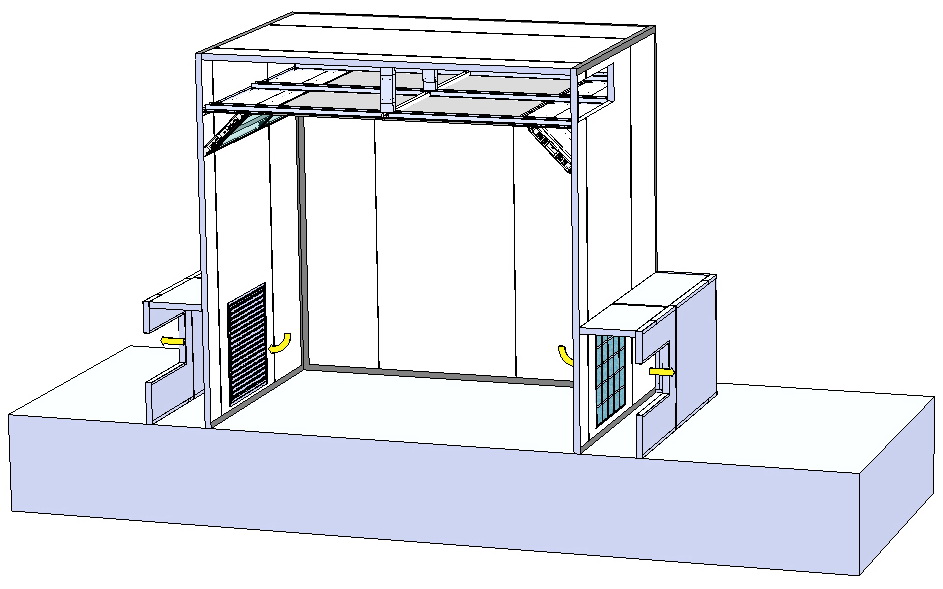
конструкции приямка -требуется лишь согласование внутреннего размера кабины с размерами приямка. Краскозаградительные фильтры располагаются в сетках под напольными решетками, укладываемыми в каналы приямка. Окрасочные кабины с боковым отбором воздуха устанавливаются на ровный пол и имеют в
одной или обеих боковых стенах отверстия для соединения с наружным вытяжным
каналом. В эти отверстия, как правило, устанавливаются специальные рамки
со съемными перфорированными крышками, внутри которых располагаются
краскозаградительные фильтры. Количество рамок зависит от размеров
камеры, производительности вентиляционных блоков теплогенератора, технологии окраски и особенностей окрашиваемых изделий. Обратная сторона рамок выходит в вытяжной канал, расположенный вдоль стенки окрасочной кабины. Рассмотрим достоинства и недостатки обеих способов отбора воздуха.
ОТБОР ВОЗДУХА ЧЕРЕЗ ПРИЯМОК
 Достоинства:
Достоинства:
- более равномерное (чем при боковом отборе) распределение потока воздуха в окрасочной кабине (при правильном согласовании формы и размеров приямка с размерами потолочного пленума) и, следовательно лучшее удаление остатков распыла краски
- более благоприятные условия работы маляра (пары растворителей и частицы краски опускаются вниз замещаясь свежим воздухом, поступающим сверху
- легкая замена краскозаградительных фильтров
- размер и форма окрашиваемой детали мало влияет на качество окраски (при условии, что размер окрашиваемого изделия соответствует размерам приямка)
- уменьшение площади помещения, занимаемое камерой в целом
Недостатки:
- достаточно сложные, трудоемкие и затратные строительные работы
- высокая стоимость напольных решеток, а в случае, если приямок занимает всю площадь основания окрасочной кабины - дополнительные расходы на устройство металлического основания для укладки решеток
- затруднена установка рельсовых путей и тяговых устройств транспортных тележек
- сложность изменения местоположения окрасочной кабины и теплогенератора при реконструкции помещений, изменении транспортных схем и технологического процесса подготовки и окраски
- напольные решетки мешают перемещению ручных тележек и стеллажей, подвержены сильному загрязнению и требуют периодической очистки трудоемким механическим способом
- краскозаградительные фильтры подвержены загрязнению не только остатками распыла краски, но и остатками расходных материалов и налипающим к обуви мусором
БОКОВОЙ ОТБОР ВОЗДУХА
 Достоинства:
Достоинства:
- отсутствуют строительные работы по сооружению приямка (окрасочная кабина просто устанавливается на ровный пол)
- возможность изменения местоположения камеры в помещении
- возможность окраски больших плоских изделий, сопоставимых с размерами рабочей зоны
- более длительный срок эксплуатации краскозаградительных фильтров
Недостатки:
- неравномерность воздушного потока в сечении окрасочной кабины
- наличие "мертвой зоны" по оси камеры (в этой зоне затруднено удаление распыла и возможно его осаждение на изделие или напольное покрытие)
- возможность встречного направления потока воздуха при окраске больших или неподвижных изделий
- окрасочная кабина занимает большую площадь из-за добавления площади вытяжного канала
Анализируя вышеописанные достоинства и недостатки можно сделать следующие выводы:
- Если камера строится "всерьез и надолго" и под предполагаемым местом установки камеры нет существующих или проектируемых коммуникаций, то предпочтительно выбрать вариант с приямком, так как он наиболее универсален, позволяет создать оптимальные условия для окраски различных изделий и благоприятные условия для работы маляра. Если приямок не занимает всю площадь основания окрасочной кабины, а выполнен в виде отдельных полос, то между полосами легко разместить, при необходимости, рельсовые пути и приводы тележек.
- Камеры с боковым отбором воздуха как правило используют при различных ограничениях или специфических особенностях помещений: наличие в полу коммуникаций, высокий уровень грунтовых вод, размещение камеры на междуэтажных перекрытиях, а также при окраске плоских габаритных панелей (щиты из МДФ, зеркала и витражи). Основанием для выбора данного типа камеры может служить и необходимость перемещения (переустановки) камеры в другое помещение (например, при смене арендуемого помещения) или запрет собственника помещений на производство капитальных работ.
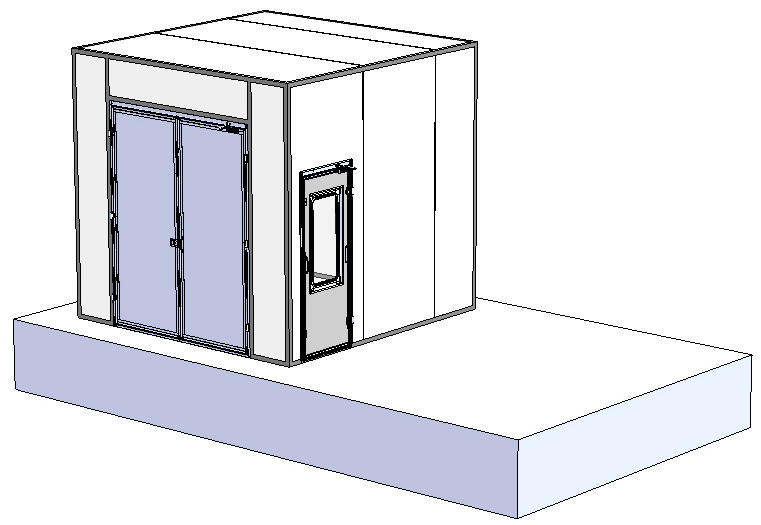
ВОРОТА И СЕРВИСНЫЕ ДВЕРИ
При выборе размера и количества проемов необходимо учитывать следующие факторы:
- При выборе места расположения ворот необходимо разработать схему организации движения изделия при подаче в зону окраски или сушки и направление его последующего перемещения: возвратно-поступательное или конвейерное. В первом случае ворота располагаются на одной из стен окрасочной кабины (тупиковая), а во втором - на противоположных стенах (проходная).
- Если в камере установлены перегородки или сформировано нескольких рабочих мест возможна установка нескольких ворот на одной стене окрасочной кабины.
- Перегородки, разделяющие окрасочную кабину, могут оборудоваться воротами для перемещения изделий между отсеками камеры (например, из отделения окраски в отделение сушки). Положение ворот в перегородке произвольное, за исключением проходных камер, где все ворота устанавливаются по одной оси.
- Размер ворот определяется в основном размерами окрашиваемых деталей с учетом габаритов транспортной системы (например, тележек, конвейера), а также габаритов транспортного средства, если изделие помещается в камеру при помощи погрузчика или транспортной платформы. Для уверенного попадания в створ ворот и возможности коррекции траектории рекомендуется обеспечить с каждой стороны изделия (в горизонтальной плоскости) зазор не менее 500 мм. Зазор может быть уменьшен в случае, когда изделие перемещается в окрасочную кабину на рельсовой (или подвесной) тележке или на конвейере и положение изделия относительно горизонтальной оси ворот не меняется. При выборе высоты ворот необходимо учитывать тот факт, что расстояние от верха изделия до нижней части потолочного пленума не должно быть менее 400 мм. Помимо того, что это создает затруднения при окраске верхних плоскостей изделия, меньший зазор приведет к перекрытию эффективной площади фильтров, уменьшению скорости потока воздуха в рабочей зоне и, вследствие увеличения скорости прохода воздуха через фильтр, проникновению пыли сквозь фильтрующий элемент.
- Окрасочная кабина, по требованиям безопасности, должна комплектоваться отдельной дверью для прохода обслуживающего персонала (сервисной дверью). Сервисная дверь может быть установлена в любой из стен окрасочной кабины, желательно ближе к воротам (для уменьшения потерь времени на открытие/закрытие ворот, особенно при большой длине камеры). Сервисная дверь имеет фиксированные размеры обусловленные требованиями сохранения прочности панелей ограждения окрасочной кабины. Как правило сервисная дверь оборудуется смотровым окном для визуального контроля состояния маляра, специальным замком, позволяющим надежно открыть его даже в условиях аварийной ситуации и, иногда, устройством для самопроизвольного открывания двери в случае превышения давления в окрасочной кабине сверх нормативного (для исключения повреждения органов слуха оператора и разрушения конструктивных элементов ограждения кабины). Сервисная дверь может быть сформирована и в составе ворот, когда для этих целей используется одна из створок ворот или калитка в секционных воротах. В некоторых случаях сервисная дверь может быть единственным проемом в ограждении окрасочной кабины - при окраске изделий малых размеров или небольших габаритах самой камеры.
ПЕРЕГОРОДКИ
Установка перегородки в окрасочной кабине позволяет разделить камеру на 2 рабочие зоны окраски или создать отдельную зону сушки. Установка перегородки влечет за собой серьезные конструктивные изменения, вызванные изменением движения потоков воздуха в отсеках, различными температурными режимами и несовпадением технологических процессов во времени. В зависимости от цели, с которой устанавливается перегородка, может потребоваться изменить конструкцию пленума, приямка и вытяжных каналов, системы управления, состав или количество агрегатных групп, установить дополнительные ворота или двери. Так как на готовой камере это сделать технически сложно (а порой и невозможно), решение об установке перегородок необходимо принимать заранее, перед заказом камеры.
Если деление окрасочной кабины имеет цель увеличение числа рабочих зон, которые работают одновременно в режиме окраска, возможно использование одной агрегатной группы на всю камеру с пропорциональным распределением воздушных потоков. Если же в в разных отсеках планируется использовать различные режимы работы (окраска, подготовка или сушка), то в данном случае придется установить несколько агрегатных групп с изолированными воздушными трактами и самостоятельными системами управления.
В некоторых случаях, например при установке перегородки с открытым проемом и отсутствии необходимости в повышенной температуре при сушке лакокрасочного покрытия, возможно совмещением режима окраски и сушки при условии правильного формирования воздушного потока в окрасочной кабине - чистый воздух поступает вначале в отсек сушки, а затем перемещается в рабочую зону маляра (в этом случае отсутствует риск попадания пыли на окрашенные поверхности изделия, находящегося в отсеке сушки).
Если Вы затрудняетесь в самостоятельном определении типа окрасочной кабины или у Вас нет некоторых исходных данных Вы можете получить консультацию специалиста предприятия, отправив заявку на электронный адрес: po.zmt@mail.ru или позвонив по телефонам: (473) 262 26 72, 8 903 856 73 67